

Поставщик плит для компрессионного формования
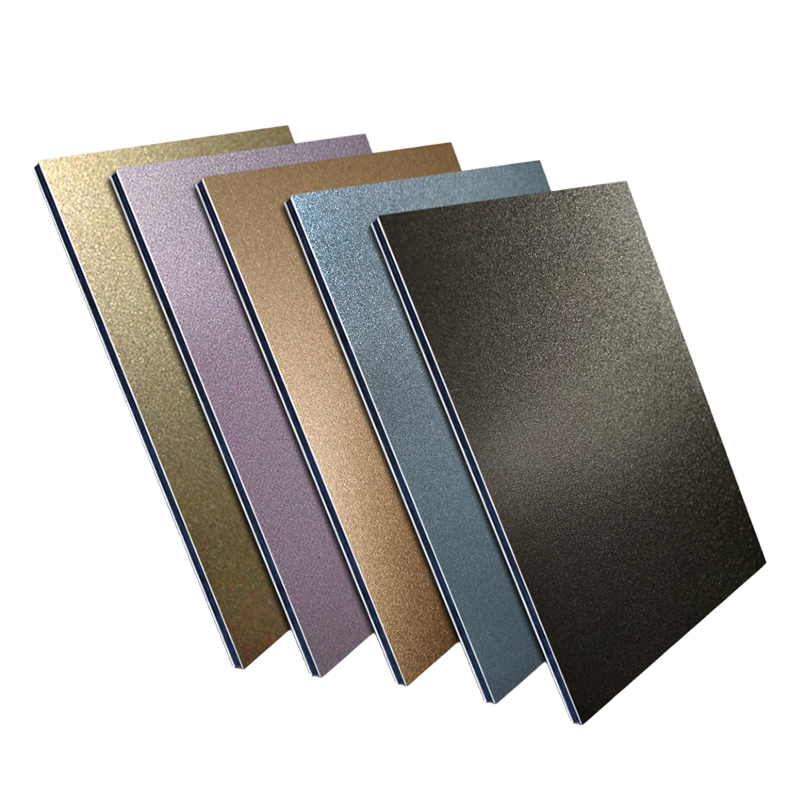
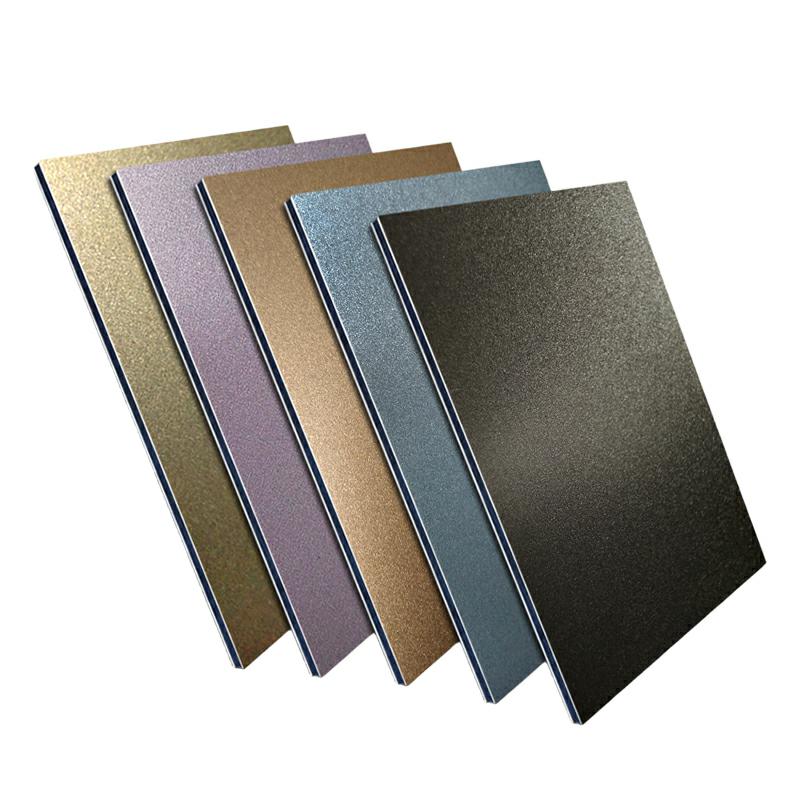
Когда слышишь 'поставщик плит для компрессионного формования', многие сразу представляют стандартные каталоги с одинаковыми параметрами. Но на деле даже плотность материала в 2% отклонения может привести к браку всей партии — мы с этим столкнулись в 2019 при работе с алюминиевыми композитными панелями.
Критерии выбора, которые не пишут в спецификациях
Главная ошибка — зацикливаться на цене за квадратный метр. Для компрессионного формования критична однородность структуры плиты. Помню, как на объекте в Казани пришлось экстренно менять партию из-за скрытых пустот — визуально идеальные плиты расслаивались под нагрузкой.
Толщина подложки — тот параметр, который часто упускают. Для фасадных работ с ветровой нагрузкой от 1200 Па мы используем плиты с армирующим слоем от 0.8 мм, хотя многие поставщики предлагают стандартные 0.5 мм. Экономия в 15% здесь оборачивается проблемами с крепежом.
Советую всегда запрашивать протоколы испытаний на циклическое температурное воздействие. Особенно для регионов с перепадами от -40°C до +60°C — у нас был случай, когда плиты от проверенного производителя потрескались после двух сезонов в Якутске.
Технологические тонкости монтажа
При формовании сложных геометрических элементов важно учитывать направление волокон. Для радиусных фасадов мы заказываем плиты с диагональной ориентацией — это снижает риск образования микротрещин при гибке.
Температурный режим хранения — частая проблема логистики. Зимой плиты должны поступать в отапливаемых контейнерах, иначе конденсат нарушает адгезию покрытия. Пришлось разработать для ООО Чэнду Тайсин Технолоджи специальный протокол приемки с ИК-термографией.
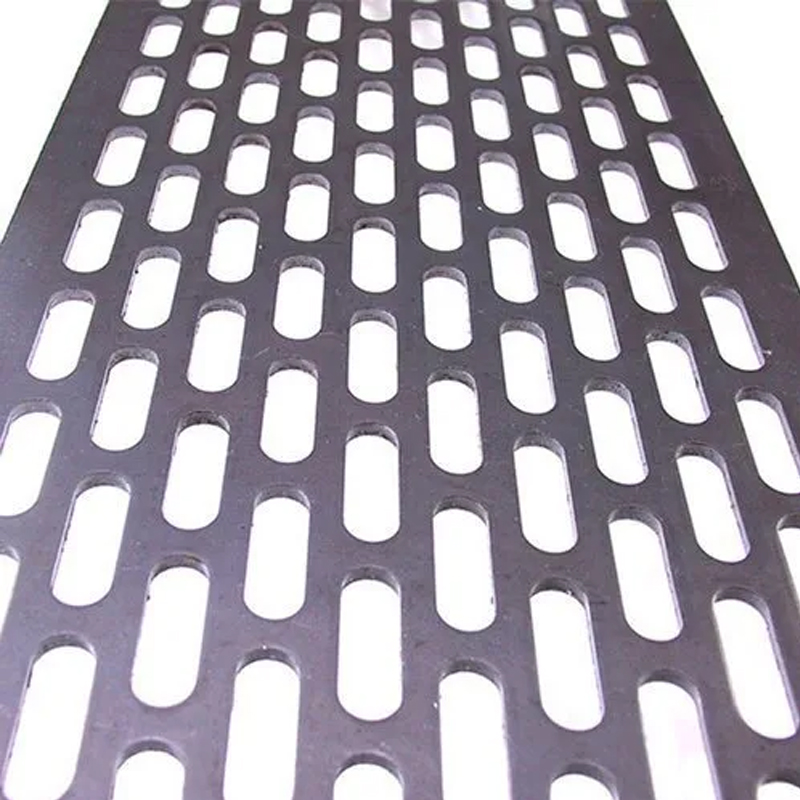
Интересный момент: для перфорированных плит коэффициент формования увеличивается на 12-15%. Мы эмпирически вывели эту зависимость при создании вентилируемого фасада для стадиона в Краснодаре — стандартные расчеты не учитывали этот нюанс.
Опыт сотрудничества с профильными компаниями
Работая с titanzincsteel.ru, отметили их подход к контролю сырья. Они предоставляют не только сертификаты, но и видеоотчеты с производства — это редкость среди поставщиков. Особенно ценно, что для компрессионного формования они используют калиброванные прессы с ЧПУ.
Их система маркировки партий заслуживает отдельного упоминания. Каждая плита имеет цифровой идентификатор — при возникновении дефектов можно отследить всю технологическую цепочку. Это помогло нам быстро локализовать проблему с покрытием на объекте в Сочи.
Что касается экологичности — их плиты проходят добровольную сертификацию по LEED. На практике это означает отсутствие эмиссии формальдегида при термообработке, что критично для медицинских учреждений. Мы использовали их материалы при реконструкции онкоцентра в Уфе.
Типичные ошибки при складировании
Нельзя хранить плиты для компрессионного формования в вертикальном положении более 72 часов — появляется остаточная деформация. На нашем складе в Подмосковье пришлось переоборудовать стеллажи после случая с короблением 200 плит.
УФ-защита при хранении — еще один недооцененный фактор. Полиэтиленовая упаковка не спасает от проникновения ультрафиолета, поэтому мы перешли на светостабилизированную пленку с коэффициентом затемнения 95%.
Влажность на складе должна контролироваться постоянно. Даже 80% влажности в течение месяца снижают прочностные характеристики на 7-9%. Установили систему климат-контроля после инцидента с разбуханием кромок у партии для объекта в Санкт-Петербурге.
Перспективные разработки в отрасли
Сейчас тестируем плиты с наноразмерным армированием от ООО Чэнду Тайсин Технолоджи — при той же толщине они выдерживают нагрузки на 18% выше. Первые применения в шумозащитных экранах вдоль М-11 показали устойчивость к вибрациям.
Интеграция с BIM-моделированием — следующий этап. Их отдел R&D разрабатывает библиотеки параметрических моделей плит с точными физическими характеристиками. Это позволит сократить время проектирования сложных фасадов на 25-30%.
Для энергоэффективных зданий они предлагают плиты с терморазрывом — интересное решение, хотя пока есть вопросы к долговечности соединений. Тестовые образцы проходят испытания в климатической камере с 200 циклами заморозки.
Практические рекомендации по контролю качества
Обязательно проводите выборочную проверку геометрии — мы используем лазерные сканеры с точностью 0.1 мм. Обнаружили, что у 3% плит бывает отклонение по диагонали до 1.5 мм, что критично для стыковки.
Адгезию покрытия проверяем крестовым надрезом с последующим тестом на отслаивание. Норма — не более 5% повреждения поверхности при нагрузке 2.5 Н/мм. Этот метод выявил проблему с грунтовкой у одного из субпоставщиков.
Для ответственных объектов заказываем ускоренные испытания на старение — 2000 часов в соляном тумане. Так отказались от партии плит с порошковым покрытием, которое начало отслаиваться уже через 800 часов тестирования.
Соответствующая продукция
Соответствующая продукция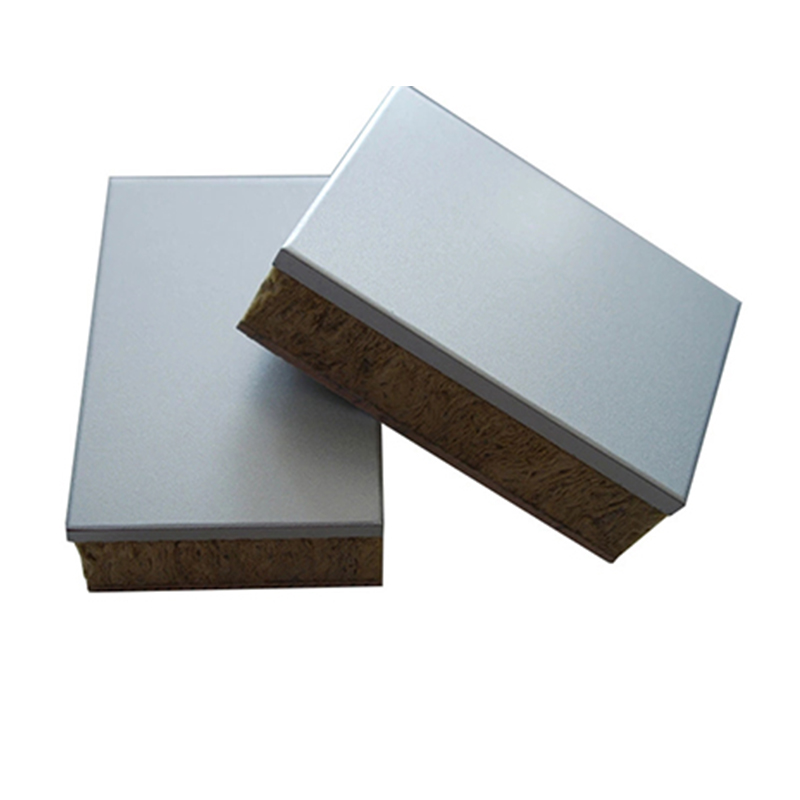




Самые продаваемые продукты
Самые продаваемые продукты-
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России -
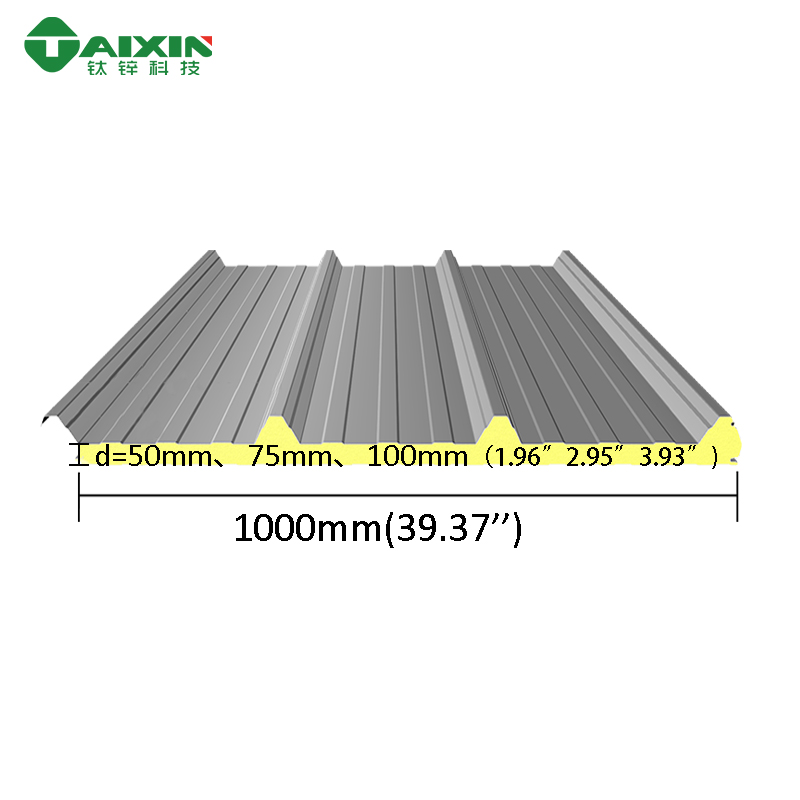
 Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж
Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж -
 Квадратная труба
Квадратная труба -
 Металлочерепица с каменным покрытием (0,30 мм): эстетика и надёжность для вашей кровли
Металлочерепица с каменным покрытием (0,30 мм): эстетика и надёжность для вашей кровли -
 Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества
Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества -
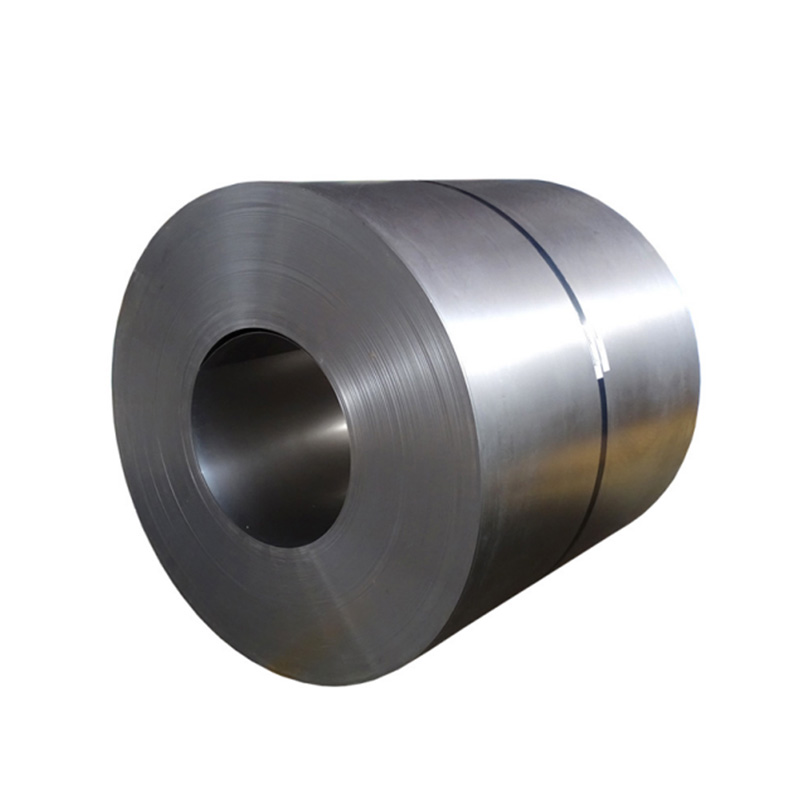 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
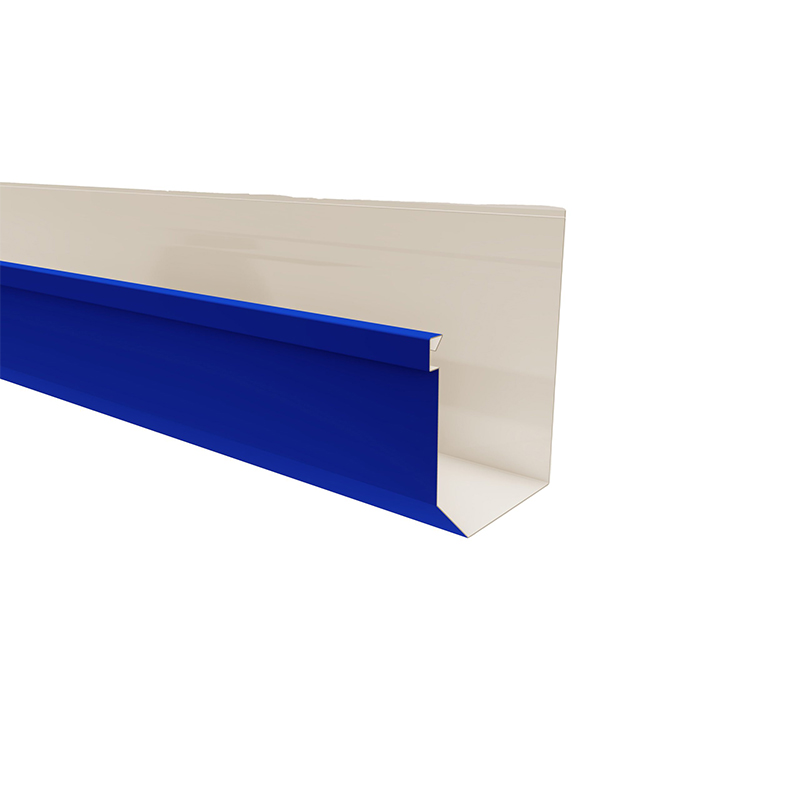 Водосточный желоб
Водосточный желоб -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
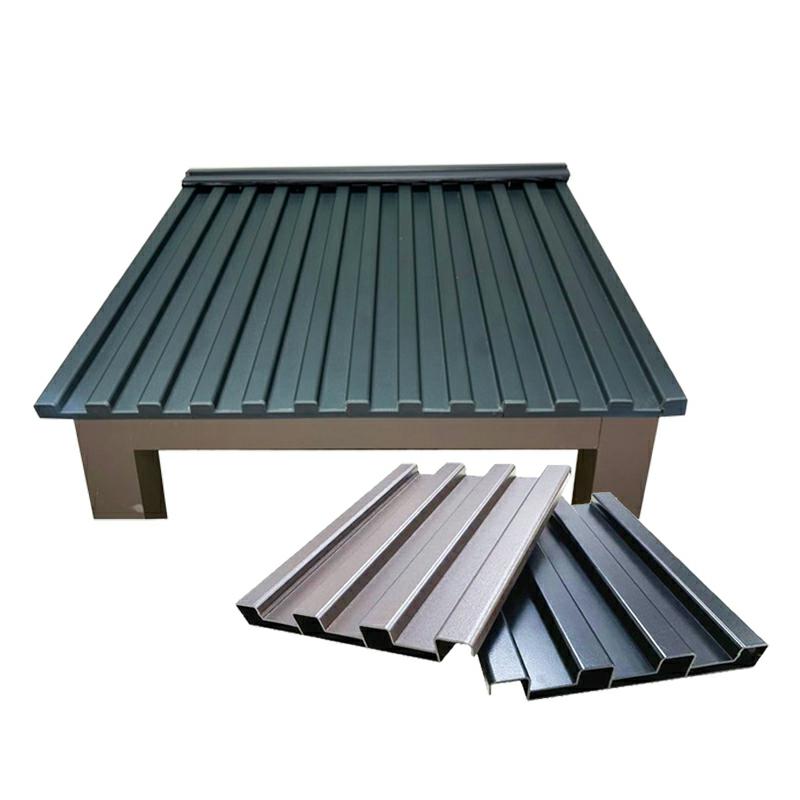
 Декоративные композитные панели
Декоративные композитные панели -
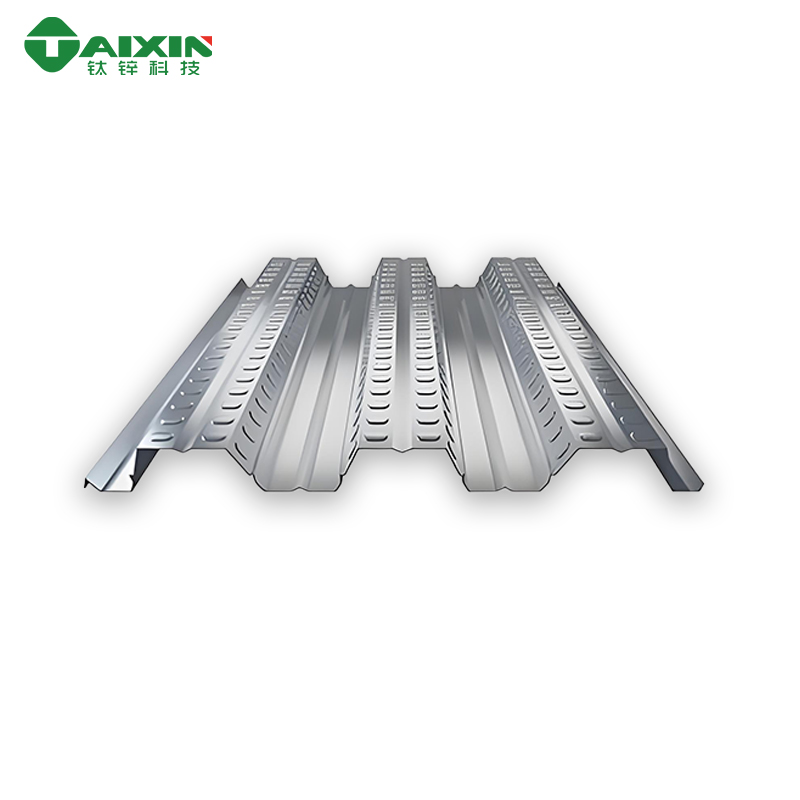
 Оцинкованные профилированные рулонные листы
Оцинкованные профилированные рулонные листы -
 Металлические профилированные настилы
Металлические профилированные настилы
Связанный поиск
Связанный поиск- лист перфорированной стали
- Поставщики прессованных стальных листов
- блочно модульные здания
- Производители винтов с круглой головкой по ГОСТ
- Завод который купил Z-образный профиль 555 спецификации
- Купить оцинкованный лист №2
- Поставщики перфорированных алюминиевых стеновых панелей
- Купить конструкционные материалы для каркаса
- Китайский завод ярких оцинкованных листов
- Китайский завод по производству оцинкованного листа №5

