

Поставщик оцинкованных винтов с круглой головкой
Когда ищешь поставщика оцинкованных винтов с круглой головкой, первое, что приходит в голову — цинковое покрытие должно быть толстым. Но на деле толщина не всегда спасает, если нарушена технология осаждения. Помню, как мы в 2019 году закупили партию у регионального завода — покрытие было 25 мкм, но через полгода на объекте в Сочи появились рыжие потёки. Оказалось, проблема в промывке после травления — кислотные остатки съедали цинк изнутри.
Критерии выбора, которые не пишут в спецификациях
Сейчас при подборе оцинкованных винтов с круглой головкой всегда запрашиваю протоколы испытаний на адгезию покрытия. Даже если поставщик уверяет, что всё по ГОСТу, требуйте тест на отслаивание — при нагреве до 150°C качественный цинк не должен пузыриться. Кстати, у китайских производителей часто встречается перекалённый цинк — блестит красиво, но при монтаже крошится.
Размер шлица — мелочь, которая стоила нам недели простоя. Заказали партию винтов под крестообразную отвёртку PH2, а шлиц оказался на 0.3 мм уже. Пришлось срочно искать переходники, пока кровельщики стояли. Теперь всегда просим образцы для калибровки инструмента.
Поставщики редко упоминают о маркировочных кодах на головках. Для монтажа вентилируемых фасадов это критично — если код выдавлен слишком глубоко, образуются микротрещины. Проверяйте под лупой с увеличением ×10.
Ошибки логистики, которые влияют на качество
В 2021 году мы работали с оцинкованными винтами с круглой головкой от ООО Чэнду Тайсин Технолоджи — типоразмер М8×50. Пришли они в картонных коробках, но внутри не было ингибиторов коррозии. Заказчик жаловался, что за 2 недели хранения на стройплощадии появились белёсые потёки — это началась окисление из-за конденсата.
Теперь всегда оговариваем условия упаковки: вакуумные пакеты с силикагелем или промасленная бумага между слоями. Особенно для объектов в приморских регионах — в том же Новороссийске солевой туман съедает незащищённый цинк за месяц.
Кстати, на сайте titanzincsteel.ru сейчас появилась опция антикоррозийной упаковки — стоит доплатить 3-5%, но экономит нервы при длительном хранении.
Нюансы для специфичных объектов
При монтаже сэндвич-панелей часто забывают про тепловое расширение. Оцинкованные винты с круглой головкой должны иметь уменьшенный шаг резьбы в зоне контакта с металлом — иначе при перепадах температур появляется люфт. Мы на объекте в Якутске зимой потеряли таким образом 1200 винтов — выкрутились заменой на модели с треугольным профилем резьбы.
Для объектов с повышенной вибрацией (например, эстакады) важно проверять момент затяжки. Обычные динамометрические ключи часто не подходят — нужны электронные с фиксацией угла поворота. Помню, как на железнодорожном мосту пришлось перекручивать 15 000 соединений из-за неправильного подбора инструмента.
Сейчас для критичных объектов используем винты с контролируемым моментом срыва — при превышении усилия головка просто срезается. Дороже на 40%, но дешевле, чем переделывать узлы крепления.
Производственные дефекты, которые видно не сразу
Самая коварная проблема — микротрещины в зоне под головкой. Они возникают при штамповке, если металл переохлаждён. Визуально не видны, но при динамической нагрузке приводят к обрыву. Проверяйте ультразвуком выборочно из каждой партии — особенно если винты идут для несущих конструкций.
Ещё один момент — разнотолщинность покрытия. На резьбовой части цинк должен быть на 15-20% толще, чем на головке. Но некоторые производители экономят, делая равномерное покрытие. Результат — резьба ржавеет быстрее.
У ООО Чэнду Тайсин Технолоджи в этом плане интересное решение — они используют катодное осаждение цинка с автоматическим контролем толщины по зонам. На их сайте titanzincsteel.ru есть схемы распределения покрытия — редко кто даёт такую открытую информацию.
Что изменилось за последние 5 лет
Раньше все гнались за низкой ценой, сейчас важнее стабильность параметров. Те же оцинкованные винты с круглой головкой теперь чаще закупают с сертификатом traceability — где видна вся цепочка от выплавки стали до упаковки.
Появились гибридные покрытия — цинк-алюминиевые сплавы. Для агрессивных сред типа химических производств это пока лучшее решение. Но важно помнить — такие винты требуют специальных инструментов для монтажа, обычные биты быстро изнашиваются.
Интересно, что европейские стандарты всё чаще требуют не просто оцинковки, а пассивации хроматами. У нас этот тренд только набирает обороты — пока только 20% поставщиков включают пассивацию в базовую комплектацию.
Практические советы по приёмке
Всегда берите с собой на склад магнитный толщиномер — даже если поставщик предоставил сертификаты. Проверяйте не менее 10 штук из разных коробок, особенно с нижних слоёв поддона.
Обязательно проводите испытание на срез — достаточно 3-5 винтов из партии. Если металл слишком пластичный (например, сталь 08КП вместо 10Г2), это видно по характеру деформации.
И да — никогда не принимайте винты в повреждённой упаковке. Даже если внешне они выглядят нормально, внутри уже могла начаться коррозия. Лучше потерять неделю на замену, чем потом менять тысячи креплений на объекте.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
 Саморезы с буром
Саморезы с буром -
 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава -
 Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки
Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки -
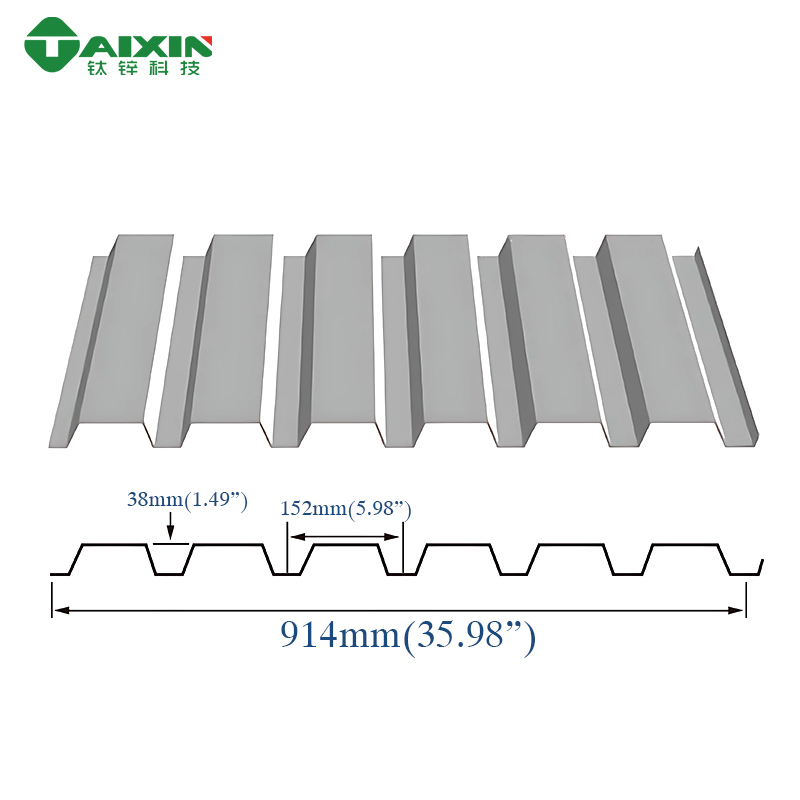
 Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства
Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Механически обработанные панели для чистых помещений
Механически обработанные панели для чистых помещений -
 Сэндвич-Панель для Наружных Стен
Сэндвич-Панель для Наружных Стен -
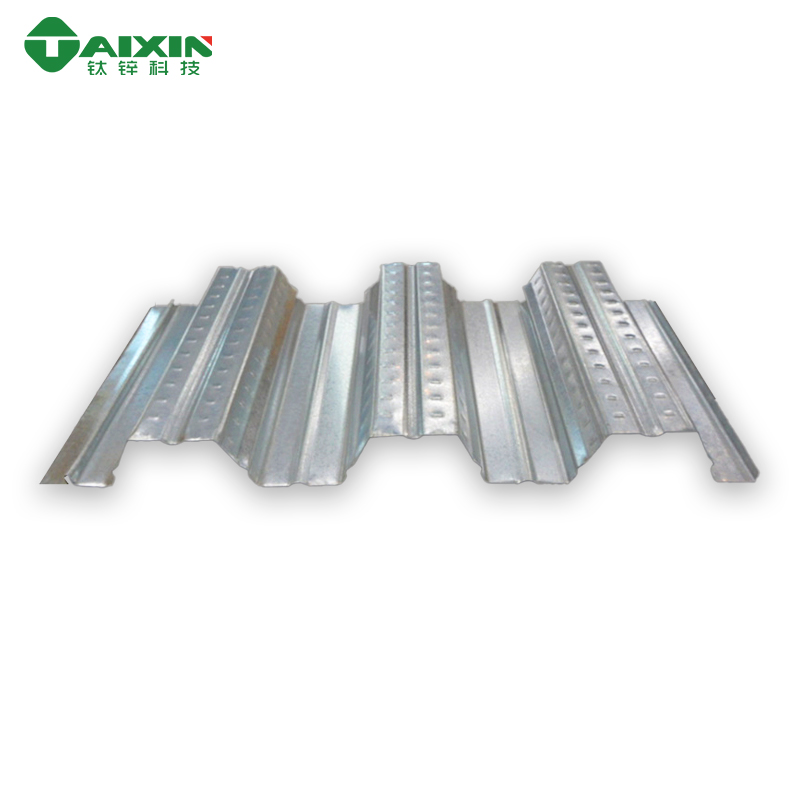
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Водосточный желоб
Водосточный желоб -
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Связанный поиск
Связанный поиск- стальные строительные конструкции
- Круглая труба из нержавеющей стали
- Производитель 125 водостоков
- сэндвич панели москва
- лист перфорированный нержавеющий
- Поставщики металлической кровли в Казани
- Китайский производитель модульных зданий
- Китайский завод по производству оцинкованного листа №2
- Производители сборных зданий
- Китайские заводы по производству листовой штампованной стали нулевой толщины

