

Поставщики винтов с круглой головкой из нержавеющей стали
Когда слышишь про поставщиков винтов с круглой головкой из нержавейки, первое, что приходит в голову — это якобы простой метиз. Но на деле разница между партиями бывает катастрофической: то резьба 'зализывает' края, то марка стали не соответствует заявленной. Особенно с A2 и A4 — вечная путаница с коррозионной стойкостью.
Ошибки при выборе поставщика
Помню, в 2019 году закупили партию через посредника — винты шли на фасадные системы. Через полгода на объекте в Сочи появились рыжие потёки. Оказалось, поставщик сэкономил на пассивации, хотя в сертификатах всё было чисто. С тех всегда требую выборочные испытания в аккредитованной лаборатории.
Сейчас многие гонятся за дешевыми китайскими аналогами, но там часто нарушают геометрию головки. Крестообразный шлиц Prodir или Pozidriv должен идеально совпадать с битой — иначе при затяжке срывается покрытие. Для ответственных соединений это критично.
Кстати, оОО Чэнду Тайсин Технолоджи изначально рассматривали как поставщика для металлических ограждений — их сайт titanzincsteel.ru указывает на специализацию в строительных материалах. Но выяснилось, что у них есть линейка метизов с улучшенной пассивацией, что для приморских регионов принципиально.
Нюансы технологии производства
Холодная высадка против горячей штамповки — вечный спор. Для круглоголовых винтов диаметром до М8 холодный метод даёт более точную резьбу, но при М12 и выше возможны микротрещины. Особенно если используется нержавейка с повышенным содержанием серы — так называемые 'автоматные' марки.
На одном из заводов в Подмосковье видел, как меняют матрицы для головок каждые 50 тыс. штук — это дорого, но сохраняет геометрию. У дешёвых поставщиков матрицы работают до полного износа, отсюда и разброс по размерам.
Важный момент — обработка после штамповки. Дорогие поставщики делают дробеструйную обработку перед пассивацией, убирая микрозаусенцы. Это увеличивает стойкость к коррозии минимум на 30%.
Логистика и хранение
С нержавеющими винтами есть парадокс: они могут испортиться ещё до попадания на объект. Если хранить в одной таре с углеродистыми метизами — появляется контактная коррозия. Особенно критично для морских перевозок.
Разгружали как-то контейнер из Китая — винты были упакованы в мешки с полиэтиленовыми вкладышами. Но из-за конденсата внутри упаковки часть партии покрылась белёсыми разводами. Пришлось отправлять на перепассивацию.
Сейчас требую вакуумную упаковку для дорогих позиций — например, для винтов A4-80, которые идут в химические производства. Да, это +15% к стоимости, но дешевле, чем останавливать линии из-за поломки крепежа.
Сертификация и контроль
Многие забывают, что для строительных конструкций нужны не только сертификаты на сталь, но и протоколы испытаний готовых изделий. Особенно на срез и растяжение — для круглоголовых винтов это часто 'слабое место'.
Работали с поставщиком из Беларуси — вроде бы всё по ГОСТу, но при нагрузке в 70% от номинала головки срывало. Оказалось, термообработку проводили при неправильном режиме — перекалили.
Сейчас всегда смотрю, чтобы в сертификатах была указана не просто марка стали, а конкретный химсостав. Особенно важно содержание молибдена для A4 — если меньше 3%, в агрессивных средах долго не проживут.
Экономика vs качество
Есть соблазн купить винты по цене на 40% ниже рынка — но обычно это означает экономию на всём: сталь вторичной переработки, упрощённая пассивация, калибровка 'как получится'.
Для неответственных соединений иногда беру такие — например, для крепления декоративных элементов. Но всегда выборочно проверяю твёрдость по Роквеллу — если ниже 80 HRB, бракую всю партию.
Интересно, что ООО Чэнду Тайсин Технолоджи предлагает компромиссный вариант — винты с уменьшенной головкой при сохранении прочности. За счёт оптимизации геометрии экономят до 20% металла без потери характеристик. На больших объёмах это даёт существенную экономию.
Перспективы рынка
Сейчас наблюдается переход на винты с комбинированными покрытиями — например, нержавейка плюс тонкослойное тефлоновое покрытие. Это удорожает продукцию на 25-30%, но резко увеличивает срок службы в агрессивных средах.
Для круглоголовых моделей это особенно актуально — головка больше подвержена коррозии из-за площади поверхности. В прошлом году тестировали такие в крымских условиях — после 12 месяцев никаких признаков degradation.
Из новинок — винты с маркировкой лазером вместо штамповки. Дороже, но информация не стирается со временем. Для объектов, где важен трекинг каждого элемента, это необходимость.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
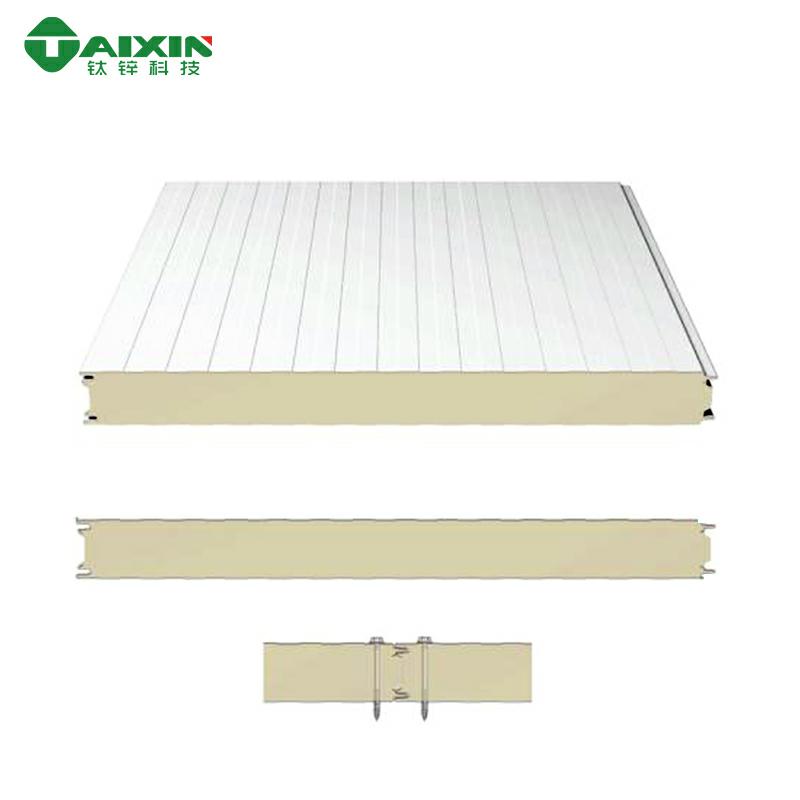 Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая
Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая -
 Перфорированные листы с круглыми отверстиями
Перфорированные листы с круглыми отверстиями -
 Сэндвич-панели с окрашенной сталью
Сэндвич-панели с окрашенной сталью -
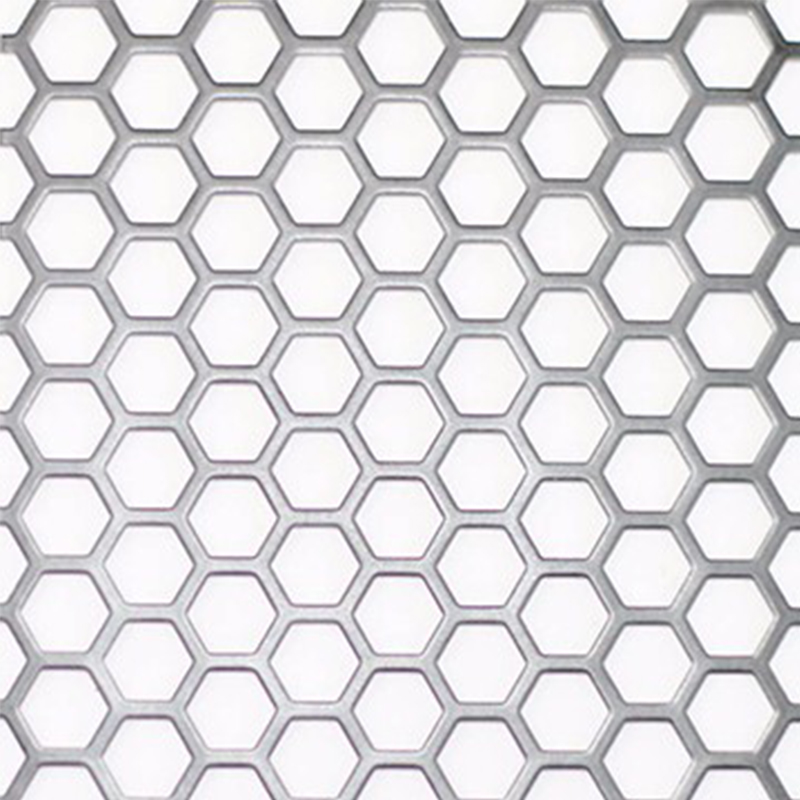 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
 Сэндвич-Панель для Наружных Стен
Сэндвич-Панель для Наружных Стен -
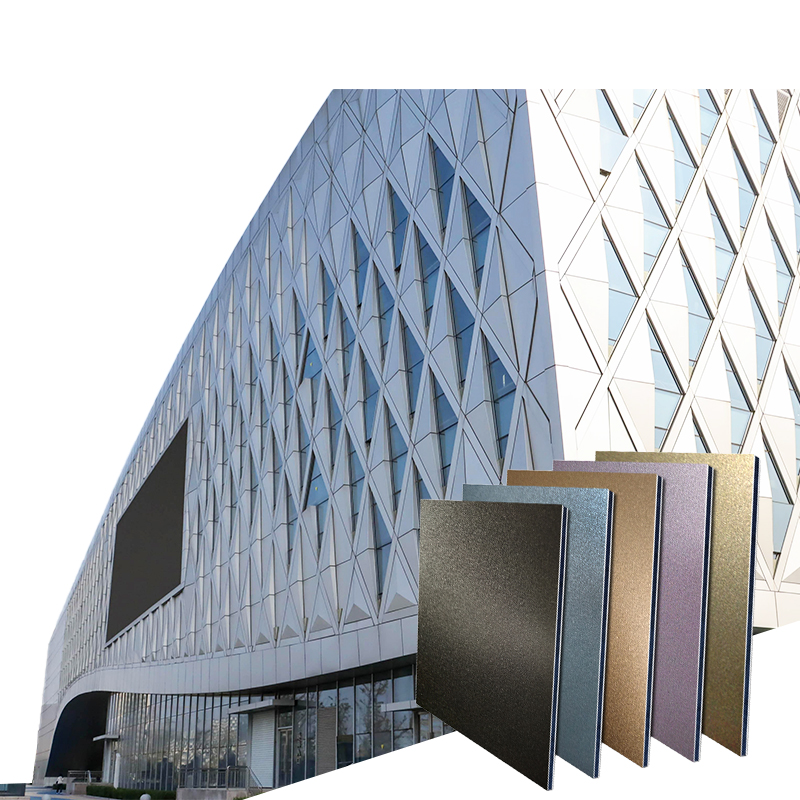 Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки
Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки -
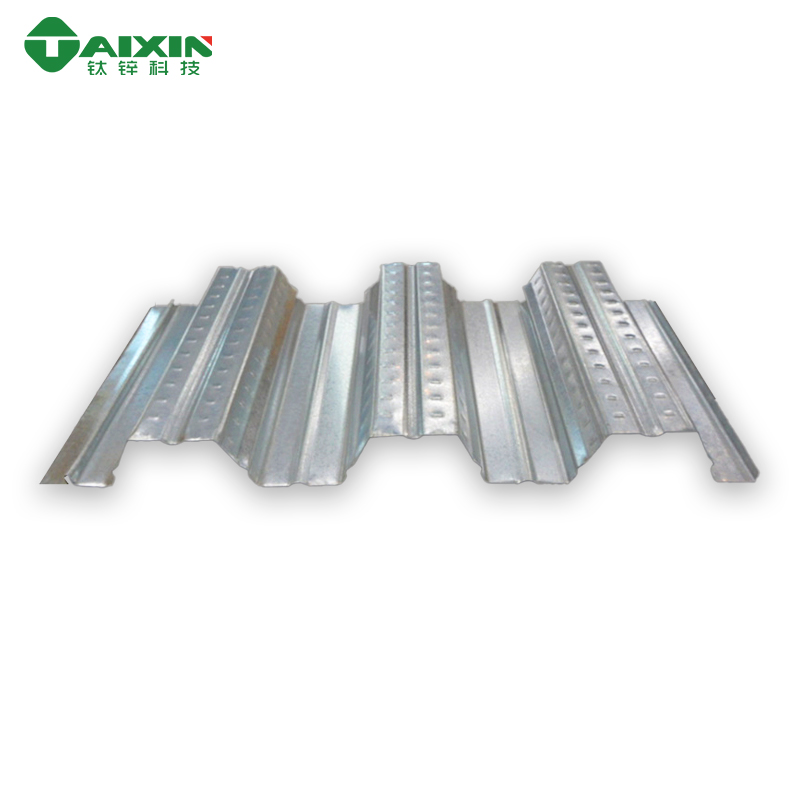 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители -
 Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий -
 Алюмооцинкованные листы
Алюмооцинкованные листы
Связанный поиск
Связанный поиск- Купить сварную круглую трубу
- Поставщики расширяемых контейнерных номеров для гостиничных кабин
- Заводы по производству металлических водостоков в Китае
- Завод по производству перфорированного металлического листа
- Фланцевые винты с круглой головкой из Китая
- Поставщики квадратных труб из нержавеющей стали
- Производители гнутых швеллеров
- Завод по производству Z-профиля длиной 2000 мм в Китае
- Гофрированный оцинкованный стальной лист
- Производство тонкостенных круглых труб

