

Китайский завод по производству чугунных круглых труб
Когда слышишь про китайские литейные производства, сразу представляются цеха с устаревшим оборудованием и ворохами технической документации на непонятных диалектах. Но на деле в последние пять лет там внедрили систему контроля, которая заставляет пересмотреть стереотипы — особенно в сегменте чугунных круглых труб для строительных конструкций.
Где кроется разница в подходах
Начну с того, что многие до сих пор путают литьё для канализационных систем и трубы для несущих каркасов. В первом случае допустимы микропоры до 0.8 мм, во втором — уже при 0.3 мм начинается деградация усталостной прочности. Именно поэтому на китайском заводе в Чэнду я впервые увидел трёхуровневый контроль шлифовки: после черновой обработки образцы просвечивали ультразвуком не выборочно, а каждую третью партию целиком.
Кстати, про Чэнду — там как раз работает ООО Чэнду Тайсин Технолоджи, которые изначально специализировались на стальных конструкциях, но затем адаптировали технологии для чугунного литья. Их инженеры перенесли принцип прецизионной резки с оцинкованной стали на обработку кромок труб, что снизило процент брака при монтаже на 17% — цифра, которую мне назвали при посещении цеха в 2022 году.
При этом они не скрывают проблем: при переходе на рекуперативные печи столкнулись с неравномерным охлаждением стенок толстостенных труб. Технолог показывал мне журнал брака — там за два месяца накопилось 12 случаев трещин в зоне перехода от фланца к телу трубы. Решили не стандартным отпуском, а локальным индукционным прогревом с последующей обработкой дробью.
Что не пишут в технических каталогах
Все производители хвастаются соответствием ГОСТ или EN, но редко кто упоминает про коробление при хранении. У чугунных круглых труб с толщиной стенки от 20 мм возникает 'эффект банана' через 4-6 месяцев на открытых площадках — это особенно критично для многоэтажного строительства.
В том же ООО Чэнду Тайсин Технолоджи разработали систему штабелирования с компенсационными прокладками, но и это не панацея. Как-то раз мы принимали партию для логистического центра в Новосибирске — из 120 труб три имели отклонение по оси более 1.5 см. Пришлось организовывать правку на месте гидравлическими домкратами, хотя по паспортам всё было идеально.
Сейчас они экспериментируют с легированием магнием — якобы это повышает стабильность геометрии. Но лично я сомневаюсь: при содержании Mg выше 0.02% резко растёт хрупкость в зонах сварных швов. Коллега из института в Шанхае подтвердил, что пока успешных промышленных решений нет.
Почему европейские стандарты не всегда работают
Когда немецкие партнёры требуют сертификацию по DIN 28603, они не учитывают климатические особенности. Например, для китайского завода при отгрузке в Сибирь приходится дополнительно тестировать ударную вязкость при -40°C — в оригинальном стандарте таких требований нет.
На площадке ООО Чэнду Тайсин Технолоджи я видел, как модифицируют технологию отжига для северных поставок: вместо стандартного цикла 680°C применяют ступенчатый нагрев до 720°C с выдержкой 45 минут. Это увеличивает себестоимость на 8%, но позволяет избежать трещин при транспортировке.
Кстати, их отдел контроля качества ведёт статистику по каждому климатическому поясу — на момент моего визита в базе было свыше 400 записей с привязкой к датам отгрузки. Такой подход редко встретишь даже у европейских производителей.
Оборудование, которое действительно стоит внимания
Большинство китайских заводов используют копии немецких литейных линий, но в Чэнду пошли другим путём — закупили японские станки для чистовой обработки, а систему плавки разработали самостоятельно. Их индукционные печи с частотой 250 Гц дают меньшую зону ликвации, чем стандартные 50 Гц.
При этом они не скрывают недостатков: например, при плавке чугуна с высоким содержанием фосфора (выше 0.3%) возникают проблемы с стойкостью футеровки. Технолог жаловался, что приходится менять огнеупорную кладку каждые 280 плавок вместо заявленных 400.
Интересно решение с комбинированной сушкой стержней — используют и микроволновые камеры, и традиционные конвейерные сушилки. Как объяснил мастер, для толстостенных чугунных круглых труб это критично: если сердечник недостаточно просушен, газовые раковины гарантированы.
Что будет с рынком через 3-5 лет
Сейчас многие переходят на стальные сварные конструкции, но для объектов с вибрационными нагрузками чугунные круглые трубы остаются незаменимыми. В том же ООО Чэнду Тайсин Технолоджи уже разрабатывают гибридные решения — стальная труба с чугунными соединительными элементами.
Проблема в том, что коэффициент температурного расширения у материалов разный, и при циклических нагрузках в зоне контакта возникают микротрещины. Их лаборатория показывает мне образцы с тестовыми наплавками — пока удалось добиться всего 1200 циклов вместо требуемых 5000.
Думаю, будущее за композитными материалами, но пока китайский завод продолжает оптимизировать классические технологии. Кстати, их последняя разработка — трубы с переменной толщиной стенки для эстакад — уже проходит испытания на полигоне в провинции Сычуань.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
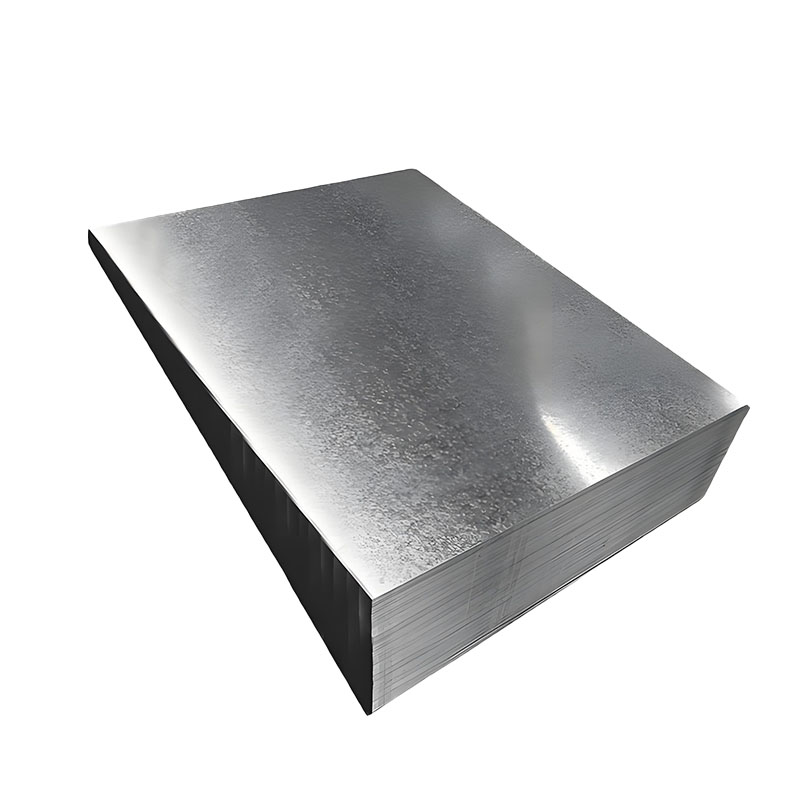 Алюмооцинкованные листы
Алюмооцинкованные листы -
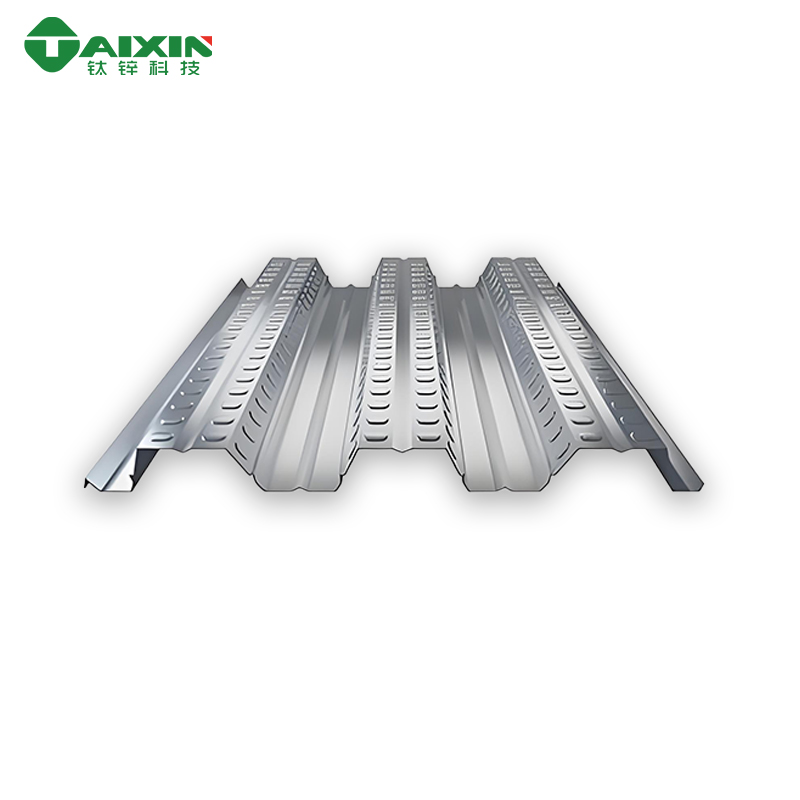 Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства
Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства -
 Z-образный стальной профиль
Z-образный стальной профиль -
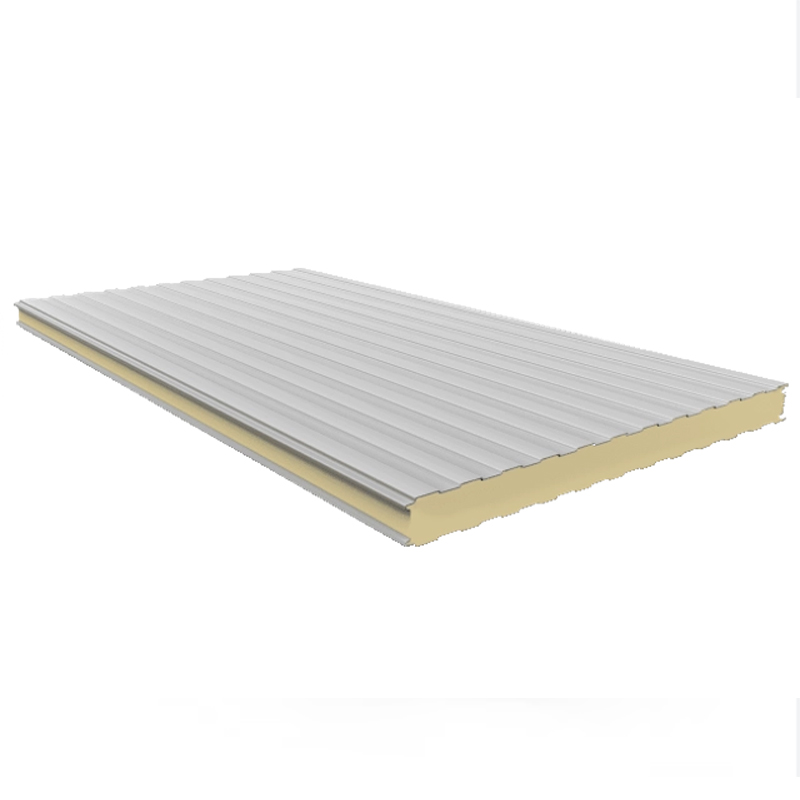
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества
Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества -
 Саморезы с буром
Саморезы с буром -
 Окрашенные стальные рулоны
Окрашенные стальные рулоны -
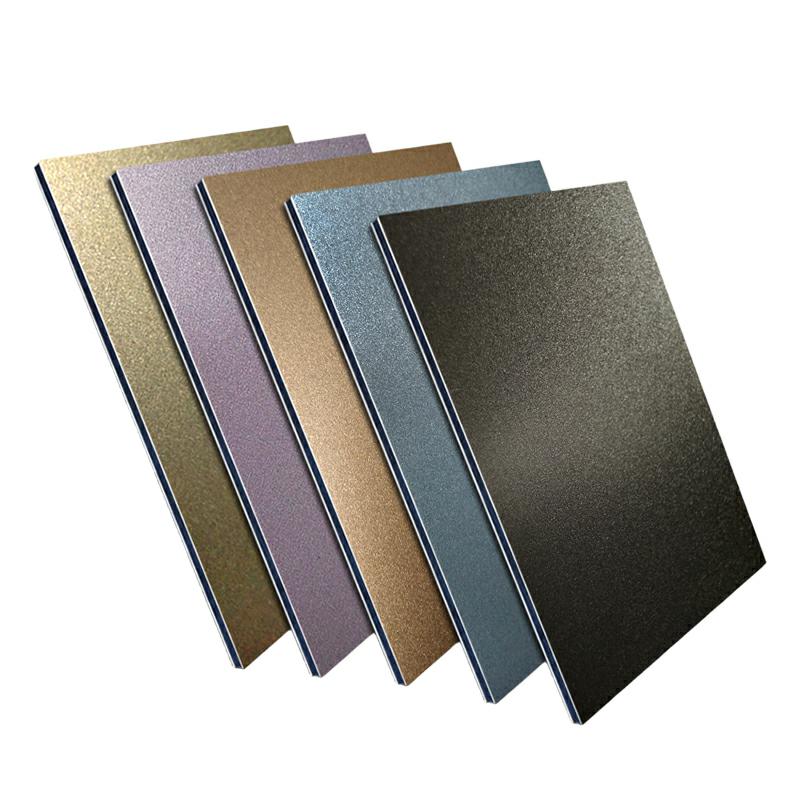 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
 Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж
Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж -
 Оцинкованные профилированные рулонные листы
Оцинкованные профилированные рулонные листы -
 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями
Связанный поиск
Связанный поиск- Производители конструкционных материалов для каркаса
- Китайские алюминиевые перфорированные наружные стеновые панели
- Производители винтов с круглой головкой из нержавеющей стали из Китая
- Производитель металлической кровли со стоячим краем в Китае
- Заводы по производству винтов с потайной головкой со шлицем
- Производитель листовых панелей из прессованной стали
- Металлические кровельные двускатные панели в Китае
- Заводы по производству круглых труб в Китае
- Поставщики рулонной углеродистой стали из Китая
- Поставщики которые покупают винты со шлицем и потайной головкой

