

Китайские заводы по производству оцинкованного листа нулевой толщины
Когда слышишь про 'нолевую толщину' в цинковании, первое что приходит в голову — маркетинговая уловка. Но если копнуть глубже в спецификации китайских производителей, оказывается речь идет о технологическом допуске в пределах 0,01-0,02 мм. На нашем производстве в ООО Чэнду Тайсин Технолоджи мы долго спорили, стоит ли использовать этот термин в технической документации для российского рынка.
Технологические нюансы 'нулевого' покрытия
Начну с главного: абсолютно нулевой толщины покрытия не существует физически. Речь идет о сверхтонком цинковом слое 1-2 микрона, который визуально воспринимается как отсутствие покрытия. В 2019 году мы проводили испытания с заводами в провинции Цзянсу — пытались адаптировать их технологию для наших климатических зон.
Основная сложность заключалась в подготовке поверхности базового листа. При толщине цинкового слоя менее 3 микрон малейшие загрязнения проявляются пятнами через 2-3 месяца эксплуатации. Пришлось разрабатывать многоступенчатую систему обезжиривания с ультразвуковой обработкой.
Интересный момент: многие поставщики уверяют, что их оцинкованный лист с минимальным покрытием подходит для любых регионов. Но наш опыт показал — для Сибири нужен хотя бы минимальный запас по толщине. Как-то отгрузили партию в Красноярск, через полгода получили рекламации по точечной коррозии.
Практические кейсы применения
В 2021 году мы использовали такой материал при строительстве логистического центра под Москвой. Архитекторы хотели добиться эффекта 'стального блеска' без видимого покрытия. Пришлось комбинировать китайские заготовки с местной обработкой — наносить защитный лак уже на объекте.
Запомнился случай с одним пищевым производством: технолог требовал идеально гладкую поверхность для конвейерных лент. Стандартный оцинкованный лист не подходил из-за кристаллизации цинка. Решили проблему термообработкой уже после цинкования — получилось дорого, но эффективно.
Сейчас мы чаще используем такие решения для декоративных элементов фасадов. Например, в проекте бизнес-центра в Санкт-Петербурге — панели должны были имитировать натуральный металл без видимого покрытия. Кстати, именно тогда мы начали сотрудничать с лабораторией Цзянсуйского металлургического комбината.
Оборудование и технологические ограничения
Большинство китайских линий для сверхтонкого цинкования построены на базе немецких технологий 90-х годов. Но есть нюанс: китайские инженеры часто упрощают систему контроля качества. Мы в ООО Чэнду Тайсин Технолоджи специально держим отдел технического аудита для проверки каждой партии.
Самое сложное — поддерживать равномерность покрытия при скорости линии свыше 120 м/мин. На одном из заводов в Гуандуне видели интересное решение: они используют магнитные датчики толщины в реальном времени с автоматической коррекцией напряжения.
Но даже лучшие производства сталкиваются с проблемой адгезии. При толщине цинка менее 3 микрон сцепление с основой становится критическим параметром. Наш технолог как-то шутил: 'Проще сделать идеальное покрытие в 20 микрон, чем в 2'.
Маркетинг против реальных характеристик
Часто вижу в спецификациях заявленную 'нулевую толщину' при фактических 5-7 микронах. Это вводит в заблуждение проектировщиков. Мы в своей документации всегда указываем точный диапазон: 1-2, 2-3 или 3-5 микрон.
Запомнился спор с поставщиком из Тяньцзиня: они уверяли, что их покрытие 0,5 микрона выдерживает солевой тест 120 часов. При проверке в нашей лаборатории — максимум 48 часов до первых точек коррозии. С тех пор ко всем заявлениям отношусь скептически.
Интересно наблюдать эволюцию требований: если раньше главным был параметр 'толщина', сейчас все чаще запрашивают комплексные характеристики — от электрохимического потенциала до стойкости к механическим повреждениям.
Перспективы развития технологии
Сейчас экспериментируем с гибридными покрытиями: сверхтонкий цинк плюс молекулярный слой ингибиторов коррозии. Первые результаты обнадеживают — на тестовых образцах в условиях морского климата держатся уже 14 месяцев.
Коллеги из Шанхайского исследовательского института предлагают интересное решение: наноструктурированное цинковое покрытие с переменной плотностью. Но пока это лабораторные разработки, до серийного производства далеко.
В ООО Чэнду Тайсин Технолоджи мы сосредоточились на практических улучшениях: оптимизируем процесс нанесения, чтобы снизить процент брака. Сейчас добились стабильных 94% выхода годной продукции против 87% два года назад.
Думаю, будущее за комбинированными решениями — когда оцинкованный лист с минимальным покрытием дополняется локальной защитой в критичных зонах. Это дешевле и эффективнее, чем гнаться за абсолютными показателями по всей поверхности.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
 Саморезы с буром
Саморезы с буром -
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
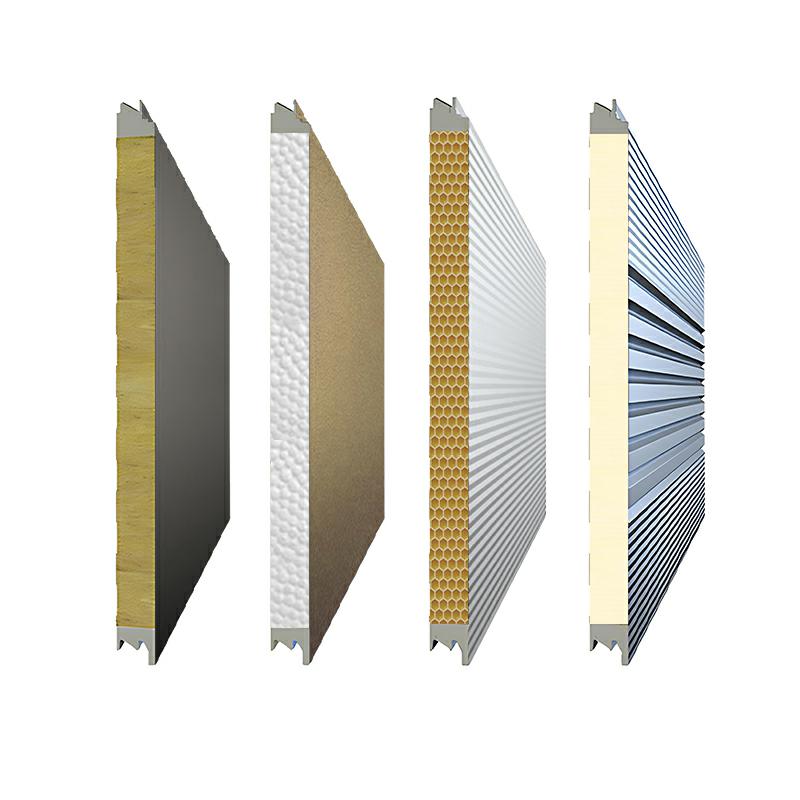 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
 Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества
Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества -
 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
 Механически обработанные панели для чистых помещений
Механически обработанные панели для чистых помещений -
 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
 Квадратная труба
Квадратная труба -
 Сэндвич панели для кровли с утеплителем ППУ / минеральная вата / ПИР | Кровельные панели от производителя
Сэндвич панели для кровли с утеплителем ППУ / минеральная вата / ПИР | Кровельные панели от производителя
Связанный поиск
Связанный поиск- лист 5 оцинкованный
- Производители тонкостенных круглых труб
- Производители алюминиевых композитных панелей
- Заводы по производству алюминиевых круглых труб в Китае
- Купить металлическую квадратную трубу
- Производители Z-образных профилей
- Купить магний алюминий марганец лист
- Производство модульных зданий в контейнерах
- Поставщики плоской металлической кровли
- Поставщики чугунных круглых труб из Китая

