

Завод по производству чугунных круглых труб
Когда слышишь про чугунные круглые трубы, первое что приходит в голову — это советские теплотрассы с вечными протечками. Но современное производство ушло далеко вперёд, хоть многие заказчики до сих пор путают литьё в земляные формы и центробежное литьё. Вот на этом хочу остановиться подробнее.
Технологические нюансы которые не пишут в учебниках
Мы в 2018 году переходили на завод по производству чугунных круглых труб с вертикальным литьём, и столкнулись с тем что ГОСТ не учитывает скорость охлаждения при разной влажности в цеху. Пришлось самим разрабатывать режимы — где-то добавили выдержку перед извлечением из формы, где-то изменили состав противопригарного покрытия.
Особенно проблемными оказались трубы диаметром от 600 мм — при толщине стенки 20 мм появлялись раковины в верхней части. Решили установить дополнительные холодильники в опочной оснастке, но это увеличило себестоимость на 7%. Хотя брак снизился с 12% до 3%, так что окупилось за полгода.
Сейчас многие производители пытаются экономить на составе чугуна — уменьшают количество углерода, заменяют ферросилиций более дешёвыми аналогами. Но мы убедились: для чугунных круглых труб работающих под давлением лучше сохранять чугун марки ЧШГ-400, даже если заказчик просит удешевить. Иначе через год начнутся проблемы с трещинами по телам труб.
Опыт сотрудничества с китайскими партнёрами
Когда к нам обратились из ООО Чэнду Тайсин Технолоджи с предложением поставить оборудование для испытаний, сначала отнеслись скептически. Но их система неразрушающего контроля показала себя лучше немецких аналогов — особенно в выявлении микротрещин возлюлей отливки.
На их сайте https://www.titanzincsteel.ru есть интересные наработки по защитным покрытиям для металлоконструкций. Мы адаптировали их состав Zn-5Al для чугунных труб — антикоррозионные свойства улучшились на 15% compared с традиционными цинковыми покрытиями. Правда пришлось менять температуру напыления — чугун иначе ведёт себя при нагреве чем сталь.
Сейчас рассматриваем их предложение по совместной разработке завода по производству чугунных круглых труб с замкнутым циклом воды. У них хорошие решения по очистке промышленных стоков — актуально с ужесточением эконормативов.
Типичные ошибки при проектировании литейных цехов
Видел десятки проектов где не учитывали направление преобладающих ветров при размещении формовочного отделения. В результате песок с формовочных смесей разносится по всему заводу оседая на готовой продукции.
Ещё один момент — высота пролётов. Для чугунных круглых труб длиной 6 метров нужны краны с высотой подъёма не менее 9 метров, иначе невозможно безопасно поворачивать отливки после извлечения из форм. В одном из цехов в Новосибирске из-за этого пришлось демонтировать кровлю и устанавливать новые подкрановые пути.
Система вентиляции — отдельная тема. При литье чугуна выделяются пары фенола и формальдегида от связующих. Стандартные расчёты не учитывают сезонные изменения температуры — летом эффективность вытяжки падает на 25-30%. Мы решали установкой дополнительных вентиляционных зонтов над участком выбивки.
Практические аспекты контроля качества
Ультразвуковой контроль для чугунных круглых труб — не панацея. Графит в чугуне создаёт сильное рассеяние сигнала — стандартные дефектоскопы часто пропускают дефекты. Пришлось разрабатывать собственные методики с использованием фазочувствительных преобразователей.
Гидравлические испытания — многие ограничиваются проверкой на герметичность при рабочем давлении. Но мы дополнительно проводим циклические испытания — 1000 циклов ?рабочее давление + 25% / сброс?. Выявляет усталостные микротрещины которые проявятся только через 2-3 года эксплуатации.
Химический анализ — обязательно выборочный контроль каждой плавки. Заметил что при использовании лома чёрных металлов с примесью оцинкованных деталей резко возрастает содержание цинка что приводит к хрупкости чугуна. Теперь перед загрузкой шихты делаем экспресс-анализ на спектрометре.
Перспективы развития производства
Сейчас рассматриваем переход на литьё с противодавлением — технология дорогая но позволяет получать трубы с минимальными припусками на механическую обработку. Особенно актуально для завода по производству чугунных круглых труб работающего на экспорт — европейские заказчики требуют точность по ISO 2531.
Автоматизация контроля геометрии — внедрили систему лазерного сканирования которая строит 3D-модель каждой трубы. Выявляет искривления которые незаметны визуально но критичны для трубопроводов высокого давления.
Экологические аспекты — современные требования обязывают утилизировать отходы литейного производства. Нашли решение — песочные смеси после регенерации используем для производства строительных блоков. Получили дополнительный доход 120 тысяч рублей в месяц.
Взаимодействие со строительными организациями
Частая проблема — монтажники не понимают особенностей монтажа чугунных круглых труб. Применяют те же методы что для стальных — резка газовой резкой приводит к отбелу чугуна и трещинам. Пришлось выпускать инструкцию на 15 страницах с пошаговыми фотографиями.
Транспортировка — специфический момент. Чугун хрупок при ударах поэтому требовалось разработать специальные деревянные прокладки которые фиксируют трубы в транспорте без жёсткого защемления. Уменьшили транспортный брак с 5% до 0.3%.
С ООО Чэнду Тайсин Технолоджи обсуждали возможность создания мобильных лабораторий для контроля качества на стройплощадках. Их опыт в области металлических ограждающих конструкций может быть полезен для разработки таких решений — у них есть интересные портативные приборы для контроля покрытий.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
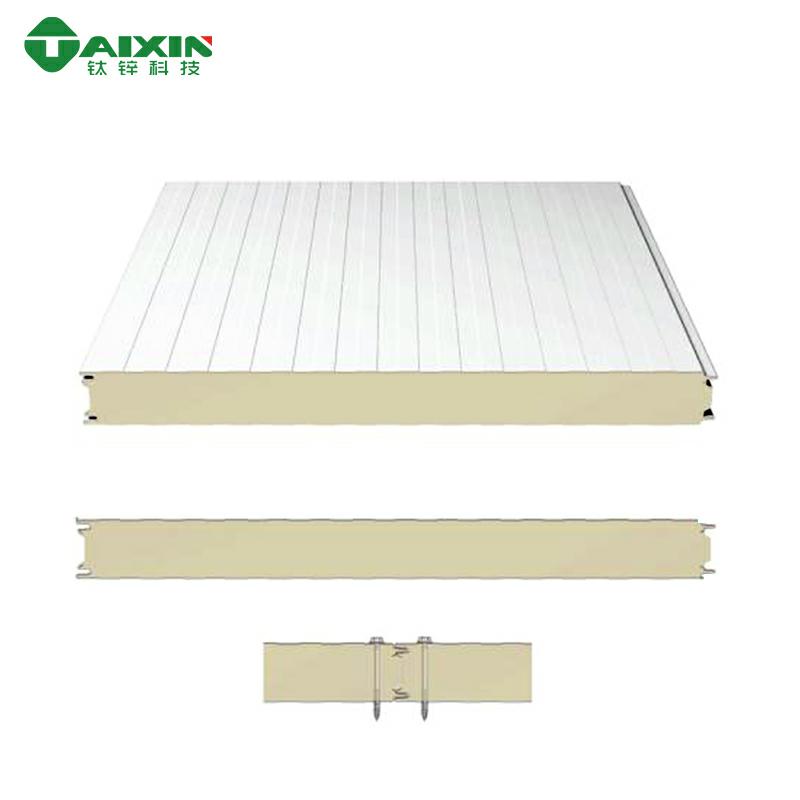 Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая
Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
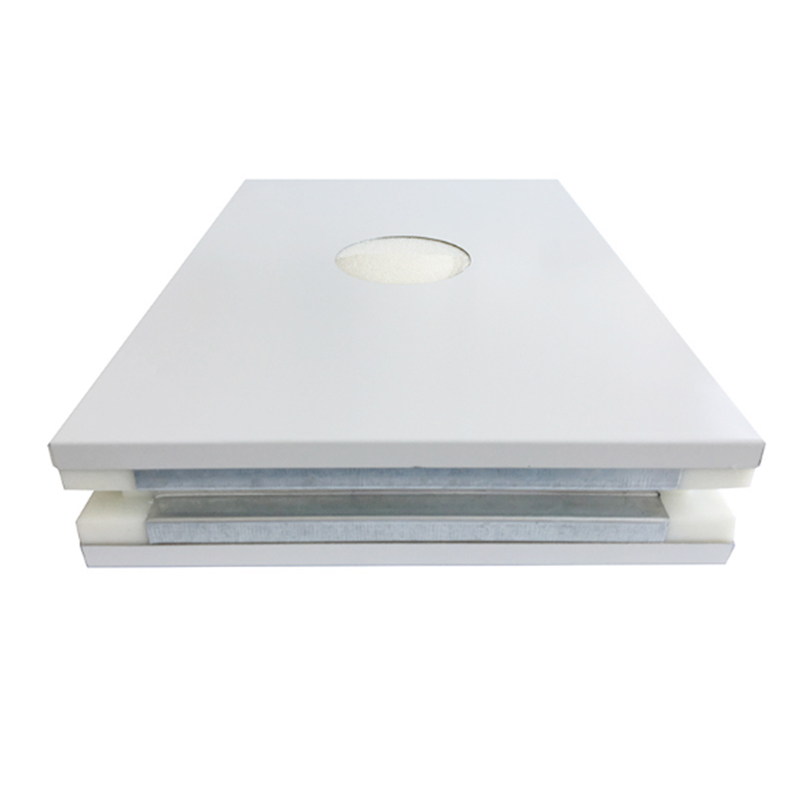 Механически обработанные панели для чистых помещений
Механически обработанные панели для чистых помещений -
 Круглая труба
Круглая труба -
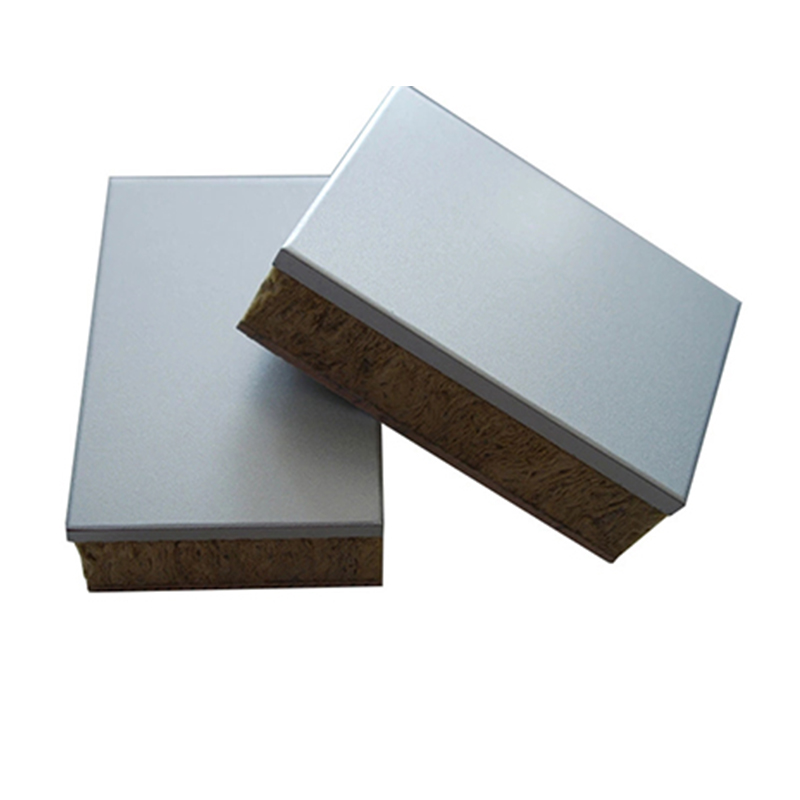 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
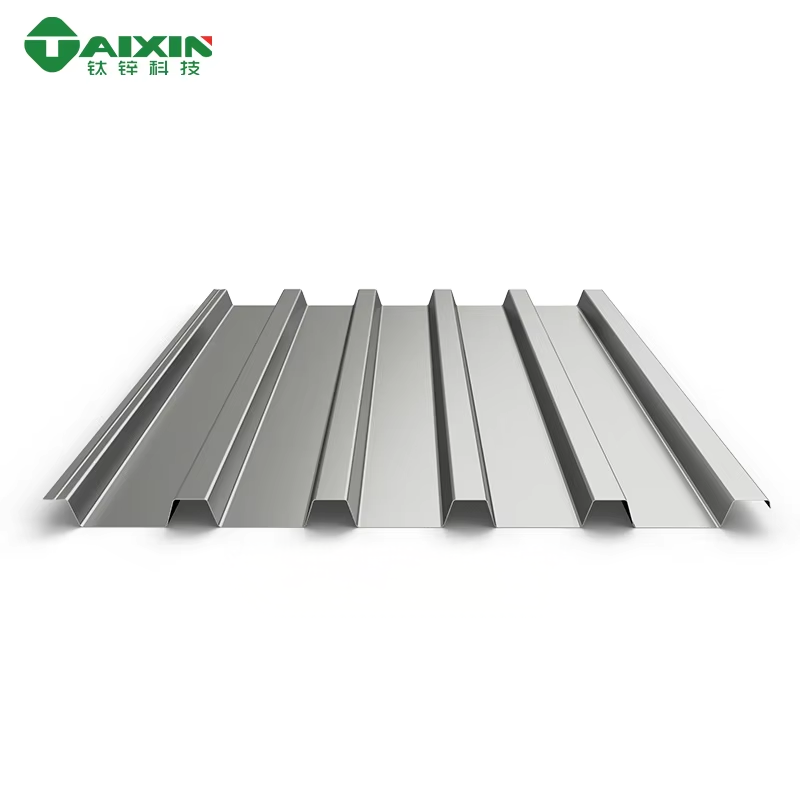 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Оцинкованные профилированные рулонные листы
Оцинкованные профилированные рулонные листы
Связанный поиск
Связанный поиск- Завод по производству модульных зданий из контейнеров
- Микро-дом
- Поставщики металлической облицовки стен
- Китайские производители круглых труб из нержавеющей стали
- труба алюминиевая круглая
- Поставщики контейнерных комнат из Китая
- Завод по производству винтов с круглой головкой DIN
- Поставщики перфорированных металлических листов из Китая
- Горячеоцинкованный тисненый оцинкованный стальной лист из Китая
- Поставщики алюминия из Китая

