

Завод по производству сублимированных алюминиевых панелей
Когда говорят про завод по производству сублимированных алюминиевых панелей, многие представляют просто покраску листов. На деле это химическая метаморфоза – когда алюминий погружают в кислотный электролит и под высоким напряжением выращивают оксидный слой, который потом ?запечатывают? в красителе. Мы в ООО Чэнду Тайсин Технолоджи через это прошли: первые партии в 2019 году сыпались, как осенние листья – адгезия была никакая. Потом разобрались: проблема была в подготовке поверхности, а не в самом сублимационном процессе.
Технологические ловушки
Сублимационная печать на алюминии требует идеально ровного покрытия. Раньше думали, что главное – температура (205-215°C), но оказалось, критичен контроль влажности в цеху. Летом 2021 года из-за скачков влажности потеряли 12% продукции – узоры пошли разводами. Пришлось перестраивать систему вентиляции, добавлять осушители.
Ещё нюанс – давление пресса. Если пережать (свыше 4 атм), сублимированная краска проступает на тыльную сторону панели. Для фасадных систем это критично – нарушается геометрия стыков. Приходится под каждый типоразмер подбирать режим индивидуально, особенно для панелей с перфорацией.
Сейчас используем немецкие чернила, но сначала пробовали корейские – хуже переносили ультрафиолет. В Дубае через два года выцветали участки на южной стороне зданий. Перешли на более дорогие, но с гарантией 25 лет.
Оборудование или материалы?
Спор вечный – что важнее для завода по производству сублимированных алюминиевых панелей. Линия итальянская стоит 2 млн евро, но если алюминий третьего сорта с примесями железа – сублимация ляжет пятнами. Мы закупаем сплавы 3003 и 5005, проверяем каждый рулон на спектрографе. Дешевле потерять партию на входе, чем переделывать готовый фасад.
Вакуумный пресс – сердце процесса. Китайские аналоги дают погрешность по температуре до 15°C, это смерть для градиентных переходов. Берём только европейские, хоть и дороже на 40%. Но экономия на обслуживании – наши прессы работают по 12 лет без капремонта.
Интересный кейс был с антивандальным покрытием. Пытались совместить сублимацию с полиуретановым слоем – не прилипало. Решение нашли случайно: наносили промежуточный праймер на основе эпоксидной смолы. Теперь такие панели стоят на станциях метро – графити стирается растворителем без повреждения рисунка.
Логистика как часть технологии
Готовые панели нельзя складывать стопкой – плёнка сублимационной печати слипается. Разработали кассетную систему хранения с прокладками из вспененного полиэтилена. Но это увеличило складские площади на 30%. Для объектов типа стадиона ?Лужники? приходилось арендовать дополнительные ангары.
Транспортировка – отдельная головная боль. Зимой при -20°C краска становится хрупкой. Пришлось закупать изотермические фургоны с подогревом. Один раз сэкономили на этом – получили трещины на 200 м2 панелей для бизнес-центра в Химках.
Монтажники часто грешат – режут панели болгаркой без охлаждения. Сублимационный слой плавится по кромкам. Теперь проводим инструктажи и поставляем специальные диски с алмазным напылением. На сайте https://www.titanzincsteel.ru выложили видео-мануал – снизили рекламации на 60%.
Экономика неочевидных решений
Сублимация дороже порошковой покраски на 25-30%, но даёт уникальные возможности – фотографическую графику, древесные текстуры без стыков. Для премиальных объектов это оправдано. Например, для гостиницы в Сочи сделали панели с имитацией мрамора – стоимость фасада выросла, но заказчик сэкономил на облицовке натуральным камнем.
Отходы производства пускаем на доборные элементы – отливы, уголки. Сублимация позволяет точно подобрать цвет даже к сложным градиентам. Раньше ломали голову, как стыковать разноцветные панели – теперь режем бракованные листы на полосы и используем как переходные элементы.
Инвестиции в НИОКР окупаются медленно. На разработку технологии сублимации для гнутых панелей ушло три года. Зато теперь можем делать радиусные фасады без швов – конкурентов с таким решением в СНГ нет.
Перспективы и тупики
Сейчас экспериментируем с наноструктурированием поверхности перед сублимацией – хотим добиться эффекта 3D без увеличения толщины панели. Пока стабильность оставляет желать лучшего – в партии 5% панелей идут с дефектами.
Экологичность – больной вопрос. Стоки от промывки электролитов приходится утилизировать как опасные отходы. Перешли на замкнутый цикл водопользования, но это подняло себестоимость на 7%. Зато получили сертификат LEED для своих материалов.
Будущее вижу в гибридных решениях. Уже тестируем комбинацию сублимации с фотокаталитическим покрытием – панели самоочищаются под дождём. Для мегаполисов это может стать стандартом, хоть технология пока сырая.
Практические заметки
Толщина оксидного слоя – золотое сечение качества. Меньше 12 мкм – плохая адгезия, больше 20 – хрупкость. Держим 15-18 мкм, но для северных регионов увеличиваем до 22 мкм из-за ледяных дождей.
Цветопередача – вечная борьба. Монитор цеха калибруем раз в неделю, иначе оттенки ?уплывают?. Завели эталонные образцы для каждого проекта. Для ТЦ ?Авиапарк? подбирали синий цвет два месяца – заказчик хотел точное совпадение с логотипом.
Сроки производства часто недооценивают. Стандартные 14 дней – миф. С учётом логистики сырья и контроля качества реалистично 21-25 дней. Об этом всегда предупреждаем клиентов на сайте titanzincsteel.ru, чтобы избежать конфликтов.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
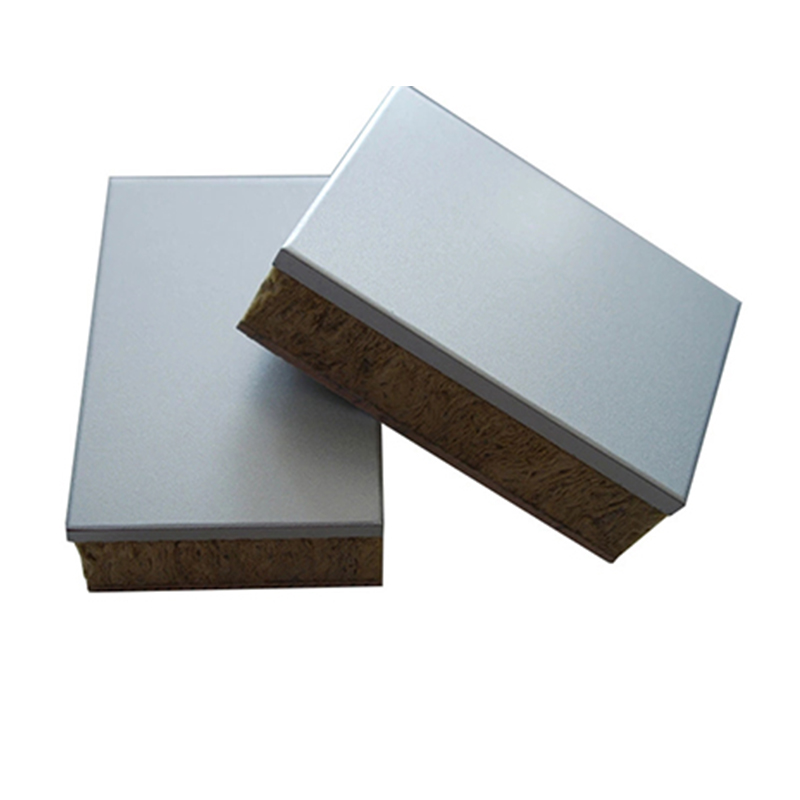 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
 Саморезы с буром
Саморезы с буром -
 Декоративные композитные панели
Декоративные композитные панели -
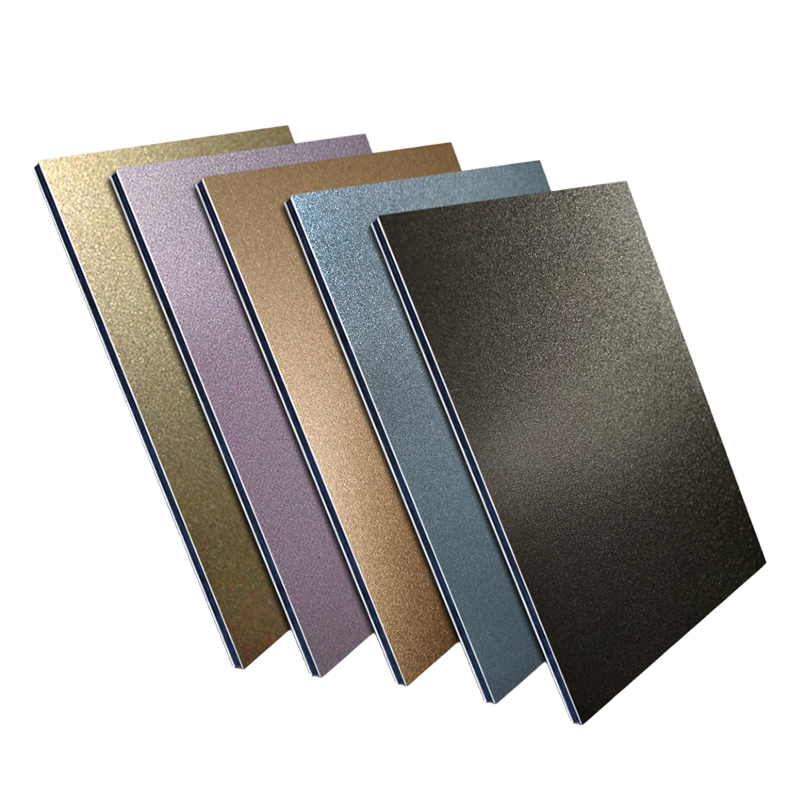 Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов
Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов -
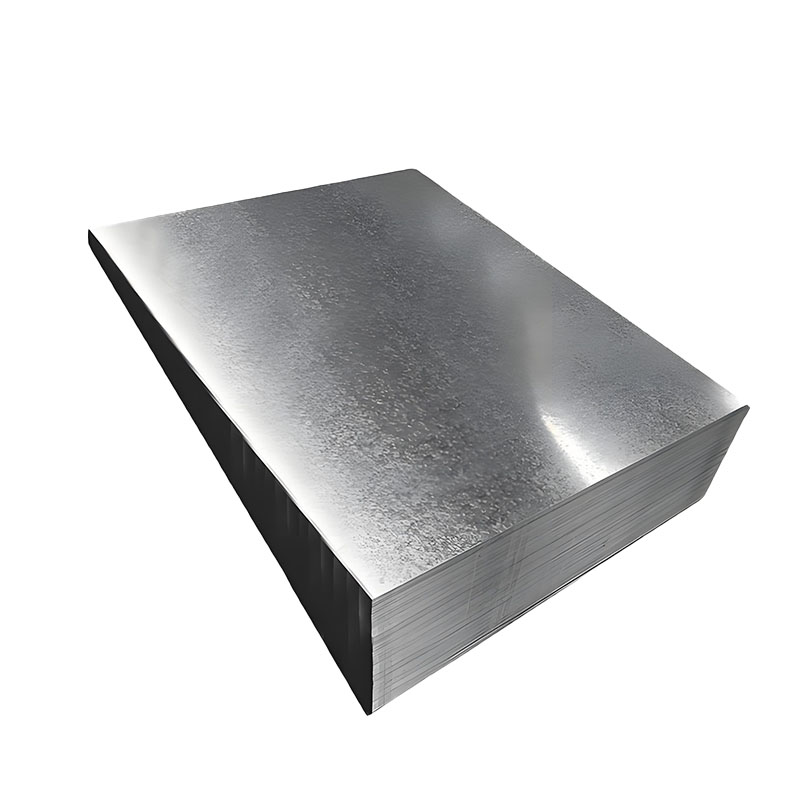 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
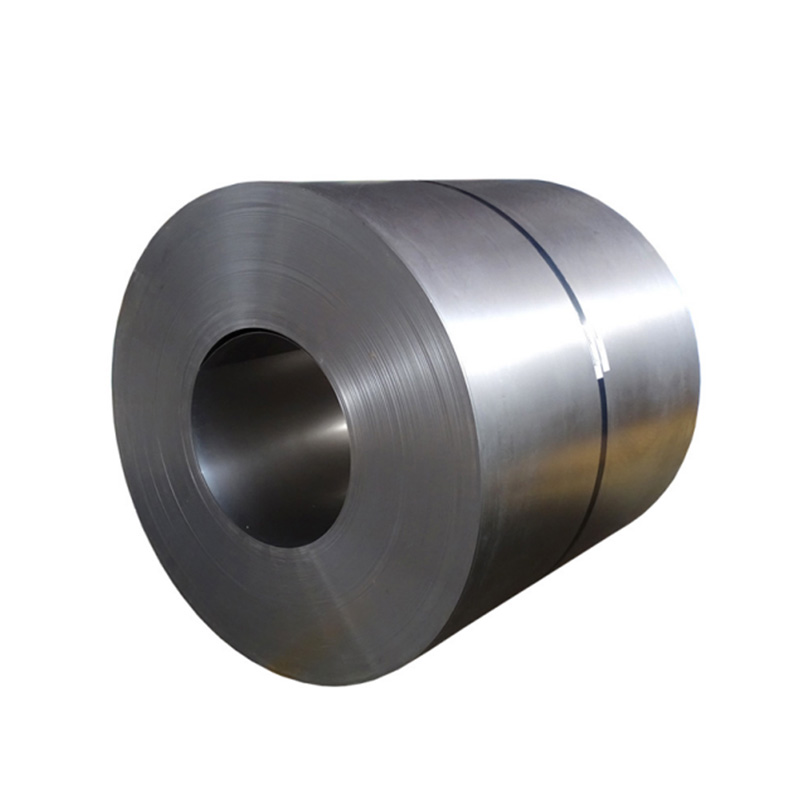 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
 Оцинкованные профилированные рулонные листы
Оцинкованные профилированные рулонные листы -
 Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией
Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией -
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Закрытый профлист для перекрытий
Закрытый профлист для перекрытий
Связанный поиск
Связанный поиск- Стальные швеллеры из Китая
- Производитель сэндвич-панелей в миллиметрах
- Производители расширяемых контейнерных домов
- Поставщики купившие профили Z-образные 555 спецификации
- Производители двутавровых балок
- Поставщики алюминиевого Z-профиля 50 x 50 x 50 x 2000 мм из Китая
- Купить оцинкованный лист 0.5 мм
- Китайские заводы по производству горячекатаного оцинкованного металлического настила из углеродистой стали тисненых оцинкованных листов
- Поставщики оцинкованного листа толщиной 1 мм
- Заводы по производству алюминиево-цинкового листа в Китае

