

Завод по производству строительных металлоконструкций
Когда слышишь 'завод по производству строительных металлоконструкций', многие представляют просто сварку балок. На деле же — это постоянный баланс между ГОСТами, логистикой и тем, как поведёт себя металл через десять лет в уральском климате.
Ошибки проектирования, которые дорого обходятся
В 2019-м мы делали каркас для логистического комплекса под Новосибирском. Заказчик требовал удешевить проект — убрали часть рёбер жёсткости из расчётов. Через полгода в торцевых панелях пошли волны, будто их гармошкой сложили. Пришлось усиливать конструкцию на ходу, срезая заводскую антикоррозийную обработку. Вывод: экономия на проектировании завод по производству строительных металлоконструкций всегда выходит боком.
Сейчас при любом тендере сразу смотрю на квалификацию проектировщиков. Если в техзадании вижу фразы типа 'узел крепления по аналогии с объектом в Сочи' — это красный флаг. Климатические нагрузки в Сочи и, скажем, в Норильске отличаются в разы. Металл ведёт себя по-разному, и это должно быть заложено в чертежах.
Коллеги из ООО Чэнду Тайсин Технолоджи как-то показывали свои расчётные модели для сейсмичных районов — там каждая балка считается с запасом на динамические нагрузки. Но у нас часто заказчики говорят: 'Давайте сделаем как в том проекте, только дешевле'. В итоге переделки съедают всю экономию.
Логистика — это не только про доставку
Собрали мы как-то сложную ферму длиной 22 метра. Сделали всё по ГОСТу, проверили геометрию — идеально. А когда погрузили на трал, водитель решил срезать путь через лесную дорогу. В итоге ферму погнуло о низко висящие ветки. Пришлось везти обратно в цех, править с подогревом. С тех пор всегда лично смотрю маршрут и при больших габаритах ставлю сопровождающего.
На сайте titanzincsteel.ru я видел их подход к упаковке — каждый элемент в плёнке с демпферными прокладками. Мы тоже к этому пришли, но через серию повреждений при перевозке. Особенно с оцинкованными поверхностями — царапина от троса при погрузке через год превращается в рыжий подтёк.
Самое сложное — это когда объект в плотной городской застройке. Разгружать приходится ночью, кран ставить на проезжей части. Один раз в Питере мы три часа ждали, пока аварийная служба отключит троллейбусные провода над местом разгрузки. Теперь в договоре отдельным пунктом прописываем ответственность завода за координацию с городскими службами.
Антикоррозийная защита: где экономят не там
Помню, в 2015-м сделали партию воротных конструкций с порошковым покрытием вместо горячего цинкования — заказчик настаивал на экономии. Через два года с тех ворот краска слезала пластами. Пришлось полностью менять. С тех пор всегда аргументирую выбор защиты эксплуатационными условиями.
Технологии ООО Чэнду Тайсин Технолоджи в области экологичных покрытий — это конечно прогресс, но у нас многие заказчики до сих пор считают, что достаточно грунтовки по металлу. А потом удивляются, почему в промзоне конструкции ржавеют за пару лет.
Сейчас тестируем комбинированную защиту: горячее цинкование + полимерное покрытие. Дороже на 15-20%, но для объектов с агрессивной средой — единственный вариант. Хотя приходится доказывать каждую копейку, особенно госзаказчикам.
Ошибки монтажа, которые валят всю конструкцию
Был у нас объект в Татарстане — собирали ангар из готовых металлоконструкций. Монтажники решили 'упростить' себе работу и не ставить временные связи до полной сборки каркаса. Ночью был шквалистый ветер — утром получили 'заваленные' колонны с деформацией поясов. Исправляли месяц.
Теперь в паспорте на каждую партию прописываем пошаговую схему монтажа. И требую от прораба фотофиксацию каждого этапа. Как показывает практика, 70% проблем на объекте — от отклонений от проектной сборки.
Особенно сложно с соединениями на высокопрочных болтах. Монтажники часто не дотягивают моменты затяжки или используют не те динамометрические ключи. Проверяем теперь ультразвуковым контролем — дорого, но дешевле, чем переделывать.
Эволюция контроля качества
Раньше у нас ОТК работал по принципу 'после дождичка в четверг' — выборочно проверяли готовые конструкции. Пока не случился казус с браком в сварных швах на ответственной балке. Теперь контроль идёт на всех этапах: от входного сырья до упаковки.
Внедрили систему маркировки — каждый элемент имеет свой номер, по которому можно посмотреть кто варил, когда и какие материалы использовались. Помогает разбираться с рекламациями, хотя сначала рабочие сопротивлялись — лишняя бумажная работа.
Сейчас изучаем опыт титановых покрытий от titanzincsteel.ru — их системы контроля на основе компьютерного зрения интересны, но для нашего производства пока слишком дороги. Хотя возможно лет через пять станет стандартом.
Что в итоге отличает хороший завод
За 15 лет в отрасли понял: хороший завод по производству строительных металлоконструкций — не тот, где самое современное оборудование, а тот, где есть система. Где технолог спорит с прорабом о толщине шва, где грузчик знает как правильно стропить ферму, где директор лично проходит по цеху и смотрит не на бумажки, а на реальный металл.
Мы до сих пор допускаем ошибки — без этого роста нет. Но главное — научились их быстро исправлять и не повторять. Как в том случае с неправильной сборкой узлов крепления, после которого теперь каждый чертёж проверяем минимум тремя специалистами.
В идеале хочется выйти на уровень, когда каждый элемент с завода — это готовое решение, а не полуфабрикат для доработки на объекте. Но это требует перестройки не только производства, но и мышления всех участников процесса. От проектировщика до монтажника.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
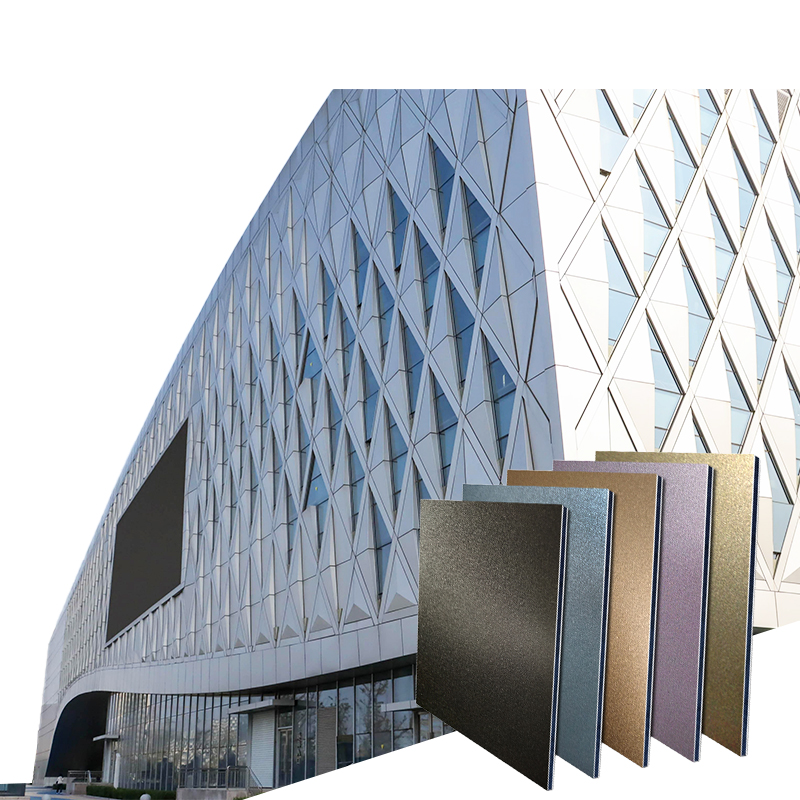
 Система металлических навесных фасадов
Система металлических навесных фасадов -
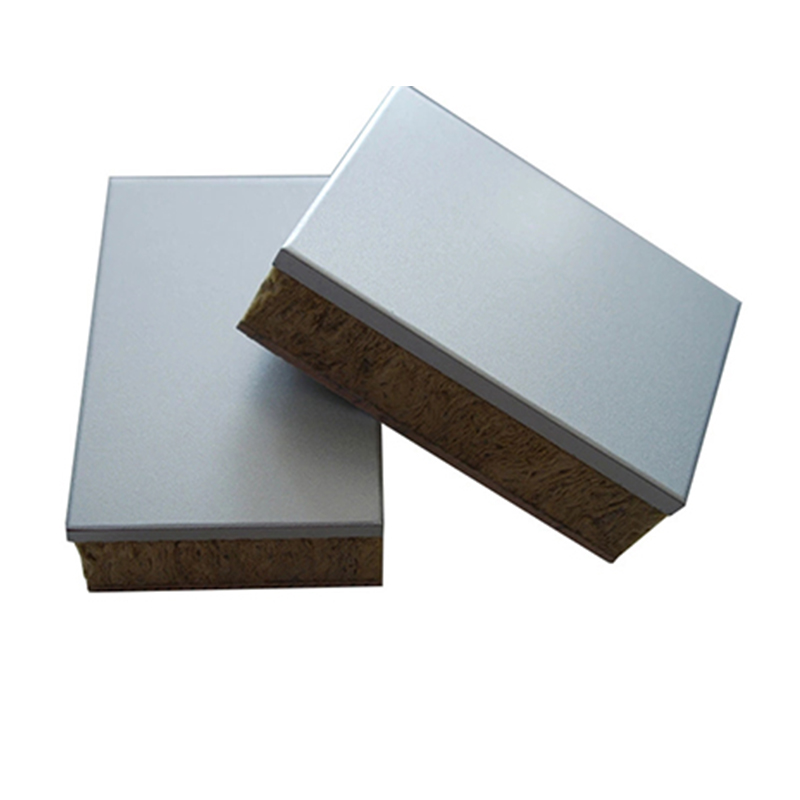 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
 Декоративные композитные панели
Декоративные композитные панели -
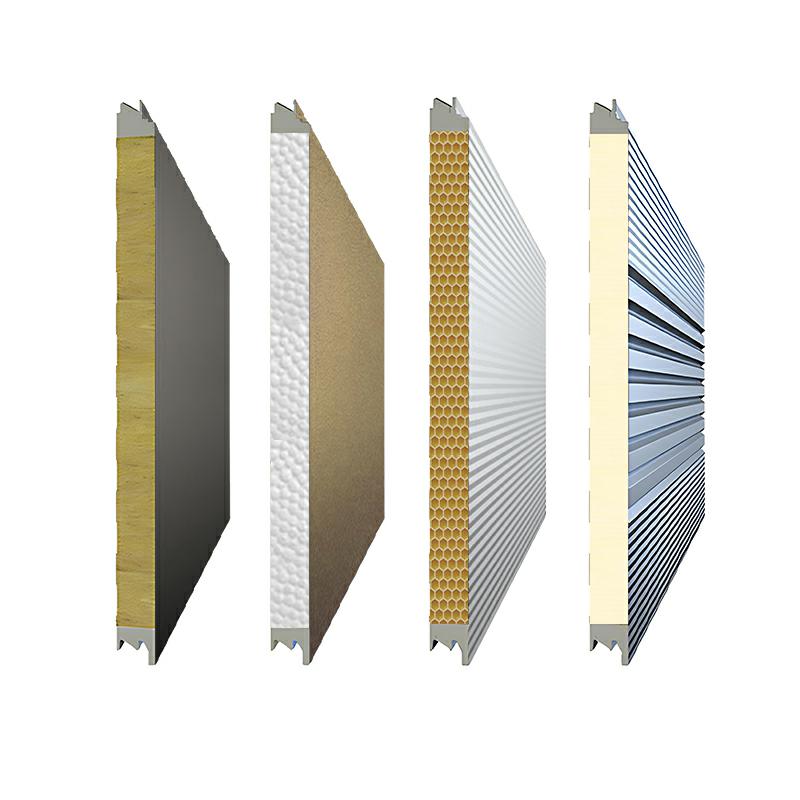
 Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки
Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Сэндвич-панель Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Сэндвич-панель Производитель/Производители -
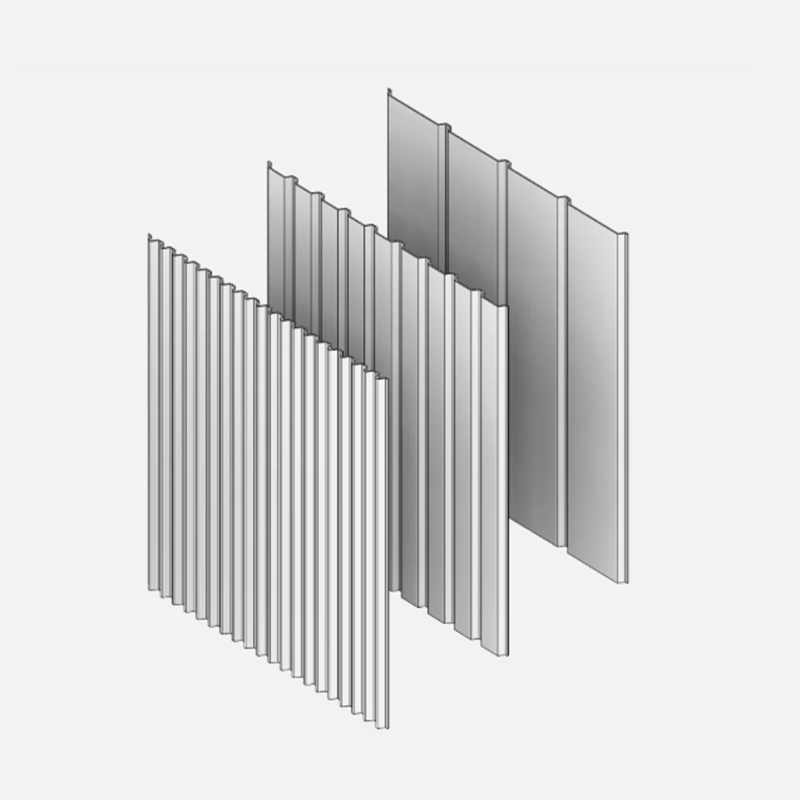
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
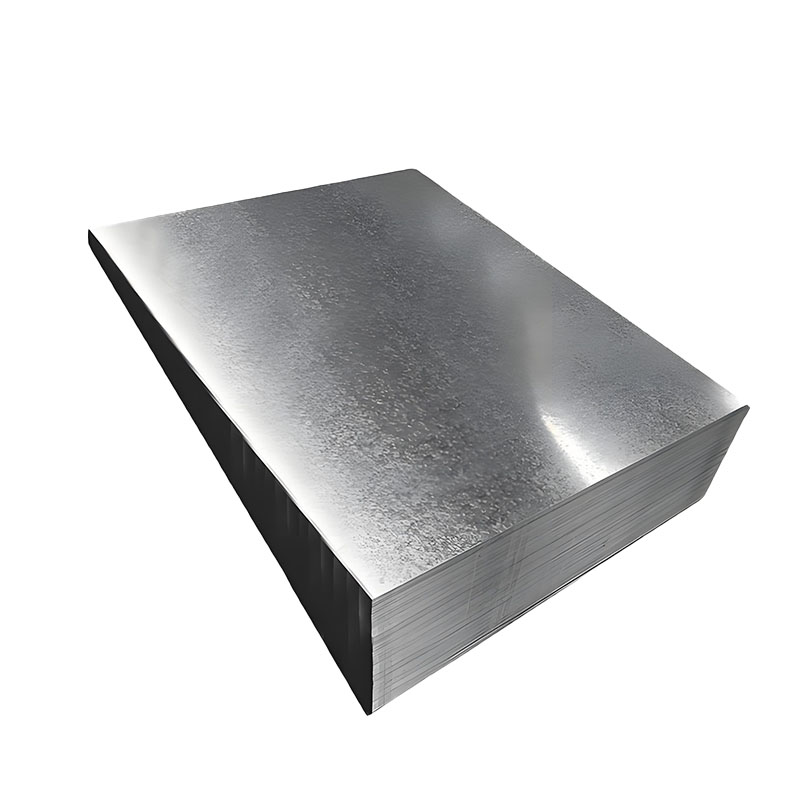 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Саморезы с буром
Саморезы с буром -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители -
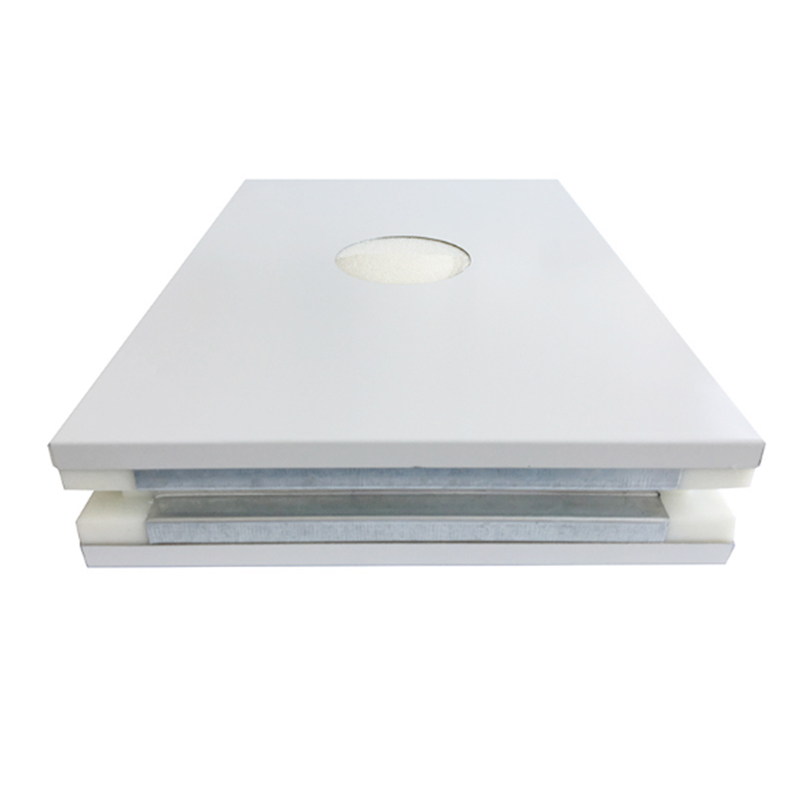
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Связанный поиск
Связанный поиск- Китайские заводы по производству рулонной оцинкованной стали с цветным покрытием
- Перфорированные листы RV из Китая
- Оцинкованный стальной лист
- Поставщики двутавровых балок из Китая
- винт с полукруглой головкой и внутренним шестигранником
- Производитель модульных зданий из сэндвич-панелей купить
- Поставщики квадратных труб
- Производители винтов с шестигранной головкой с сырной головкой из Китая
- Заводы по производству тонкостенных круглых труб в Китае
- Завод материалов системы технического обслуживания в Китае

