

Завод по производству стальной Z-образной балки
Когда слышишь про завод по производству стальной Z-образной балки, многие представляют просто гигантские станки, штампующие одинаковые профили. На деле же здесь каждый миллиметр геометрии влияет на то, как эта балка поведёт себя под снеговой нагрузкой где-нибудь в Норильске или при монтаже быстровозводимого ангара под Казанью.
Почему Z-образный профиль — это не просто 'полка с изгибом'
До сих пор встречаю прорабов, которые путают Z- и С-образные балки, считая разницу чисто визуальной. Но если С-образка работает в основном на изгиб, то Z-образная балка за счёт асимметричной формы лучше распределяет нагрузки в составе кровельных систем. Помню, в 2019-м на объекте в Новосибирске пришлось экстренно менять уже смонтированные С-образные балки — проектировщик не учёл ветровую нагрузку при большом угле ската.
Ключевой параметр — это не просто толщина металла, а соотношение полок и углов. На нашем производстве для балки Z-300-1.5 мм отклонение в 2 градуса на изгибе полки уже считается браком. Приходилось объяснять заказчикам, почему мы не можем просто 'догнуть' профиль на месте — после холодного гнутья в зоне деформации меняется структура стали.
Особенно критично для северных регионов: если для Подмосковья допустимо использование обычной стали с цинковым покрытием 120 г/м2, то для Ямала мы всегда рекомендуем 275 г/м2 с дополнительной антикоррозийной обработкой. Кстати, именно такие решения предлагает ООО Чэнду Тайсин Технолоджи — их технология многослойной защиты отлично показала себя на объектах в условиях морского климата.
Технологические нюансы, которые не найти в учебниках
Линия резки — это отдельная история. Когда в 2021-м обновляли оборудование, три месяца ушло на настройку точности углов под 45 и 90 градусов. Проблема была в том, что при резке толщин свыше 3 мм даже минимальный перегрев кромки приводил к микротрещинам.
Сейчас используем плазменную резку с водяным охлаждением, но пришлось разработать собственную методику контроля температуры. Кстати, именно после внедрения этой системы смогли выполнить заказ для шахтного оборудования в Кузбассе — там требовалась Z-образная балка с идеальной геометрией торцов для соединения 'в замок'.
Отдельная головная боль — маркировка. Казалось бы, мелочь, но когда на площадку приходит 200 тонн балок, без чёткой системы маркировки монтаж превращается в кошмар. Пришлось разработать собственную систему цветовых меток для разных партий — простое решение, которое сэкономило нам десятки часов простоев на объектах.
Ошибки, которые дорого обходятся
В 2020-м чуть не потеряли крупный контракт из-за экономии на контроле сырья. Поставили рулонную сталь с минимальным допустимым отклонением по толщине — вроде бы в пределах ГОСТ. Но при формовании Z-образного профиля это вылилось в расхождение по массе партии почти на 8%.
Теперь всегда делаем выборочный замер толщины в трёх точках каждого рулона. Да, это добавляет 2-3 часа к времени подготовки производства, но зато избегаем сюрпризов. Кстати, на сайте titanzincsteel.ru правильно акцентируют внимание на контроле качества на всех этапах — это именно то, что отличает серьёзного производителя от гаражных цехов.
Ещё один болезненный урок — хранение готовой продукции. Z-образные балки нельзя складировать 'как попало' из-за риска деформации. Разработали специальные стеллажи с опорами через каждые 1.5 метра. Особенно важно для балок длиной более 12 метров — без правильной поддержки они провисают уже через неделю хранения.
Специфика работы с строительными компаниями
Больше всего времени уходит не на производство, а на согласование технических решений. Например, многие проектировщики до сих пор требуют увеличения толщины стали 'на всякий случай', хотя можно обойтись оптимальным профилем за счёт изменения шага обрешётки.
Приходится проводить ликбезы — показывать расчёты, объяснять, что Z-образная балка 1.5 мм при правильном монтаже выдерживает нагрузки лучше, чем С-образная 2.0 мм. Особенно когда речь идёт о металлических ограждающих конструкциях сложной формы.
Сейчас всё чаще требуют решения для энергоэффективных зданий. Здесь как раз интересен опыт ООО Чэнду Тайсин Технолоджи в области экологичных строительных материалов. Их разработки в области тёплых профилей могли бы хорошо дополнить наши Z-образные балки для объектов с повышенными требованиями к теплозащите.
Перспективы и узкие места отрасли
Основная проблема — кадровая. Операторов линий профилирования готовить минимум полгода. Хороший специалист должен не только знать настройки оборудования, но и 'чувствовать' металл — когда нужно подкорректировать скорость подачи или угол гибки.
Сырьё — ещё один больной вопрос. Российская сталь стала значительно лучше за последние 5 лет, но для ответственных объектов всё равно предпочитаем корейскую или японскую. Особенно когда речь идёт о балках для высотного строительства.
Из интересных тенденций — рост спроса на нестандартные решения. В прошлом месяце сделали партию Z-образных балок с перфорацией для вентилируемых фасадов. Пришлось модернизировать оснастку, но результат того стоил — получили сразу три повторных заказа.
Если говорить о будущем, то вижу потенциал в развитии именно комплексных решений, подобных тем, что предлагает ООО Чэнду Тайсин Технолоджи. Отдельная балка — это хорошо, но готовые технологические пакеты для разных типов зданий — именно то, что нужно рынку сегодня.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
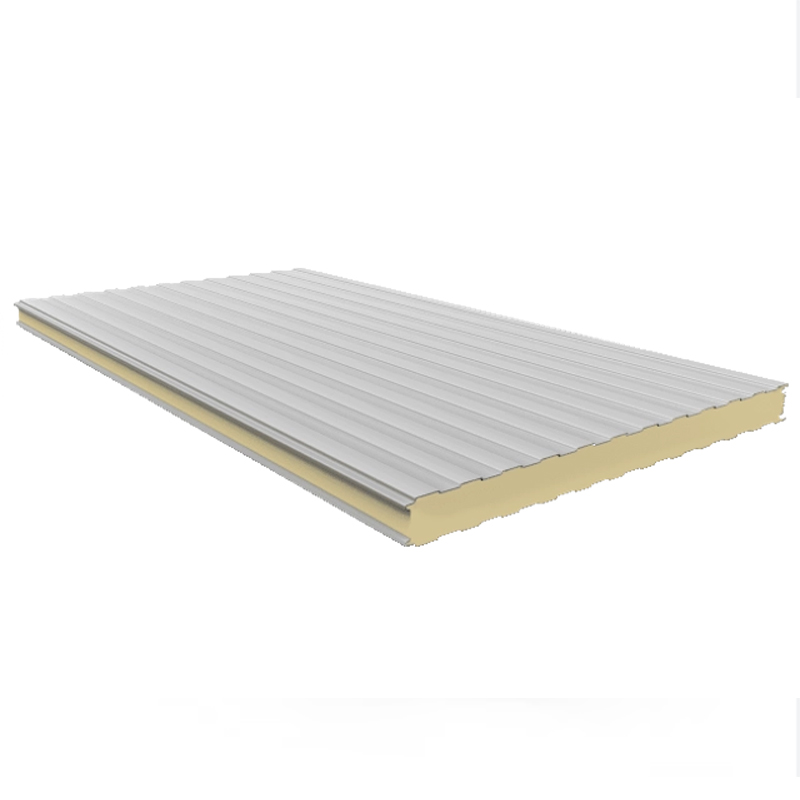
 Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж
Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж -
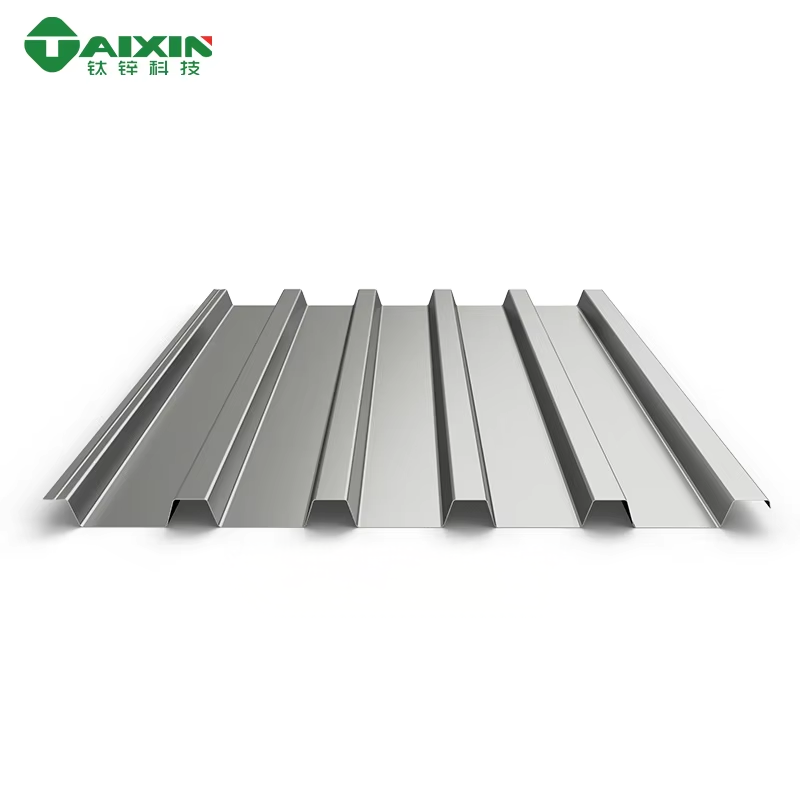
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества
Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества -
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
 Квадратная труба
Квадратная труба -
 Сэндвич-Панель для Наружных Стен
Сэндвич-Панель для Наружных Стен -
 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
 Профилированный стальной лист
Профилированный стальной лист -
 Эксклюзивные варианты Алюминиевая композитная панель:ubertон, комфорт и_functionальность в одном
Эксклюзивные варианты Алюминиевая композитная панель:ubertон, комфорт и_functionальность в одном -
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Связанный поиск
Связанный поиск- Производители винтов с полукруглой головкой для мебели
- Завод по производству П-каналов
- Купить квадратную трубу 2×2
- Поставщики стальных круглых труб из Китая
- Завод водостоков типа 125
- Китайские поставщики производства модульных зданий
- Производители Z-образных профилей 50 x 50 x 50 x 2000 мм
- Модульное здание из сэндвич-панелей в Китае
- Завод перфорированного листа RV
- Производитель Z-каналов для покупки

