

Завод по производству рулонной цветной стали
Когда слышишь про заводы цветной рулонной стали, многие представляют просто гигантские цеха с конвейерами. Но на деле это всегда компромисс между скоростью прокатки и качеством покрытия. Вот, к примеру, наше производство в ООО Чэнду Тайсин Технолоджи - мы изначально делали ставку на энергоэффективные материалы, но пришлось пересмотреть температурные режимы полимеризации, когда столкнулись с отслоением покрытия при резких перепадах влажности.
Технологические нюансы, которые не пишут в учебниках
Линия непрерывного горячего цинкования - это вам не шутки. Помню, в 2019 году мы поставили японские печи с точностью нагрева до ±3°C, но не учли качество отечественной рулонной заготовки. Пришлось дополнительно калибровать подающие ролики - микронеровности всего в 0,2 мм уже вызывали волнообразование на выходе.
Особенно проблемным оказался переход на безхромовое пассивирование. Экология-экологией, но адгезия у новых составов была хуже. Пришлось совместно с технологами разрабатывать гибридный метод с органическими ингибиторами коррозии. Сейчас этот опыт используем в новых проектах по экологичным строительным материалам.
Толщина цинкового слоя - отдельная история. Заказчики часто требуют класс Z275, но для большинства фасадных систем хватило бы и Z180. Перерасход цинка на 20% - это ведь не только себестоимость, но и дополнительная нагрузка на систему очистки стоков.
Оборудование: где можно сэкономить, а где - нет
Резательные ножи - вот где многие пытаются сократить расходы. Купили как-то корейские аналогые вместо немецких - через полгода пришлось менять всю линию резки. Зазубренные кромки рулона приводили к микротрещинам при последующем профилировании.
Система контроля толщины покрытия - здесь экономить противопоказано. Мы используем рентгеновские толщиномеры с автоматической корректировкой подачи цинка. Правда, пришлось дорабатывать ПО - стандартные алгоритмы не учитывали скорость окисления расплава при работе с тонкостенными рулонами.
Сушильные камеры - их мощность часто рассчитывают с запасом, но это не всегда оправдано. При скорости линии 120 м/мин избыточная температура в 30-40°C выше нормы приводит к преждевременному старению полимерного покрытия. Проверено на практике - лучше иметь модульную систему с возможностью точной регулировки по зонам.
Сырье и логистика: скрытые проблемы
Рулонная сталь от отечественных производителей иногда преподносит сюрпризы. Вроде бы химический состав соответствует, а при прокатке появляются полосы. Обнаружили, что дело в неравномерном охлаждении слитков на стане-производителе. Теперь каждый поставщик проходит дополнительную проверку методом ультразвукового контроля.
Хранение рулонов - кажется мелочью, но нет. Если складировать вертикально без прокладок, возникает напряжение в верхних витках. Потом при разматывании получаем эффект 'паруса' - материал идет волной. Решили переходом на специальные консольные стеллажи с регулируемым натяжением.
Полимерные порошки - здесь мы работаем с европейскими поставщиками, но постепенно переходим на материалы производства ООО Чэнду Тайсин Технолоджи. Разработали собственный состав полиэстера с улучшенной УФ-стойкостью специально для российского климата. Пока результаты обнадеживают - после двух лет испытаний выцветание менее 3 ΔE.
Контроль качества: от формального к реальному
Механические испытания образцов - делаем не только стандартные тесты на изгиб и удар, но и дополнительно проверяем адгезию после термического шока. Нагреваем до 80°C и сразу опускаем в ледяную воду - так выявляются скрытые дефекты подготовки поверхности.
Цветопередача - бич многих производств. Мы установили спектрофотометры непосредственно на линии, но пришлось разработать систему поправок на промышленное освещение. Интересно, что разница между лабораторными и цеховыми измерениями достигала 5-7 единиц по шкале L*a*b.
Упаковка - казалось бы, простой этап, но именно здесь часто портится продукция. Перешли на стретч-пленку с УФ-стабилизаторами после того, как получили рекламации по выцветанию кромок рулонов при хранении на открытых площадках.
Перспективы и ошибки, которые мы исправили
Переход на производство рулонной стали с полиуретановыми покрытиями сначала провалился - не учли повышенную вязкость материала. При стандартных настройках распылителей получались неравномерные наплывы. Пришлось полностью переделывать систему подачи порошка.
Сейчас экспериментируем с нанокерамическими добавками в покрытие. Первые результаты показывают увеличение срока службы на 15-20%, но стоимость производства пока слишком высока для серийного выпуска. Возможно, имеет смысл предлагать такой вариант для премиальных проектов.
Автоматизация склада готовой продукции - вроде бы очевидное решение, но мы сначала автоматизировали учет, а потом уже физические процессы. Получился разрыв между цифровыми и реальными остатками. Пришлось возвращаться и устанавливать RFID-метки на каждом рулоне с интеграцией в WMS.
Сайт https://www.titanzincsteel.ru мы изначально рассматривали просто как визитку, но постепенно превратили его в инструмент технической поддержки клиентов. Размещаем там не только каталоги, но и технические рекомендации по монтажу, что значительно сократило количество брака по вине монтажников.
Соответствующая продукция
Соответствующая продукция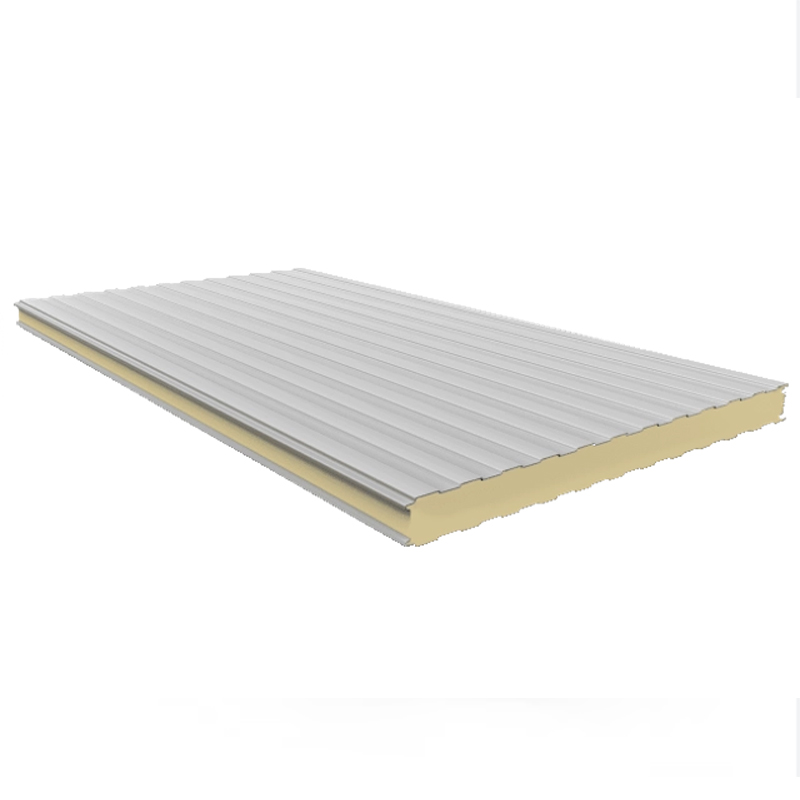




Самые продаваемые продукты
Самые продаваемые продукты-
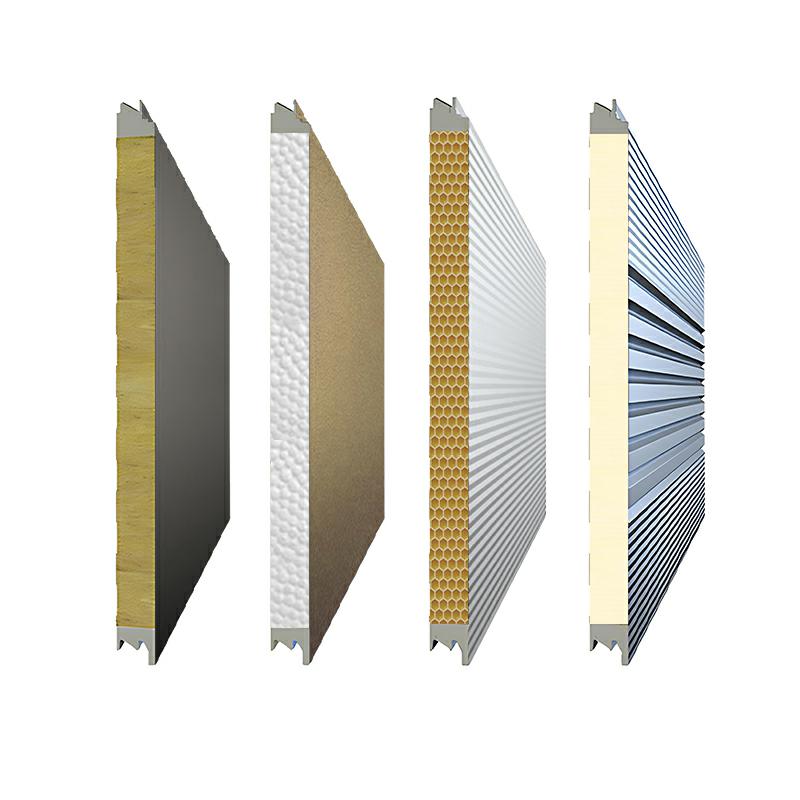 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
 Оцинкованные стальные листы
Оцинкованные стальные листы -
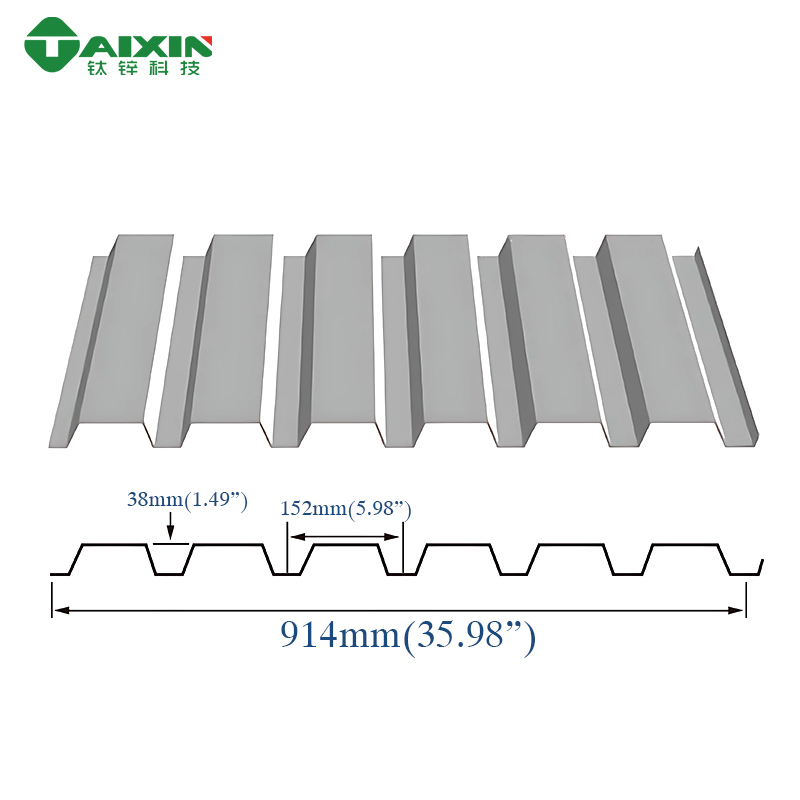
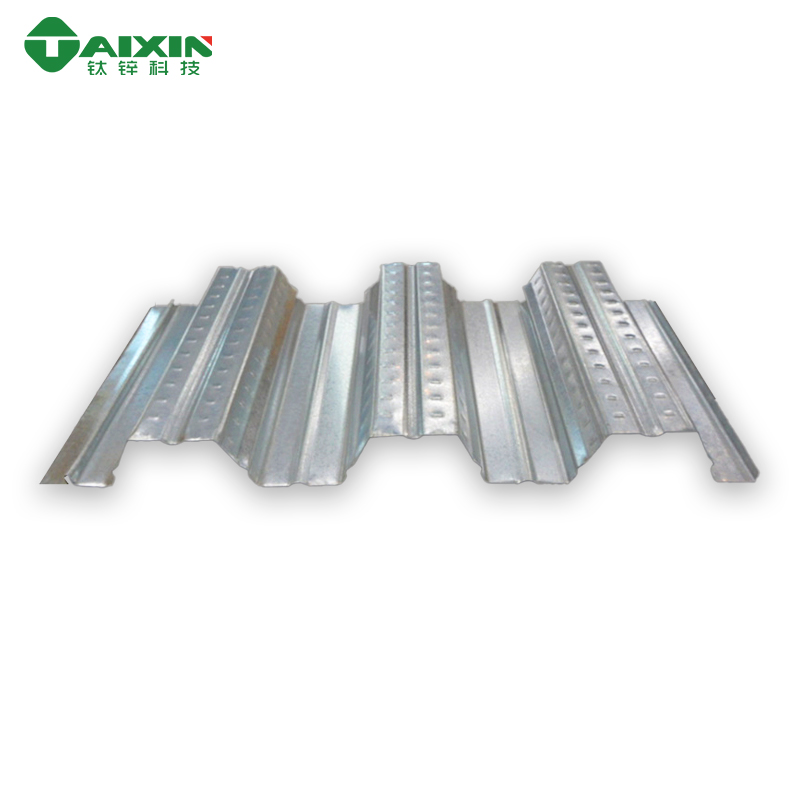 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
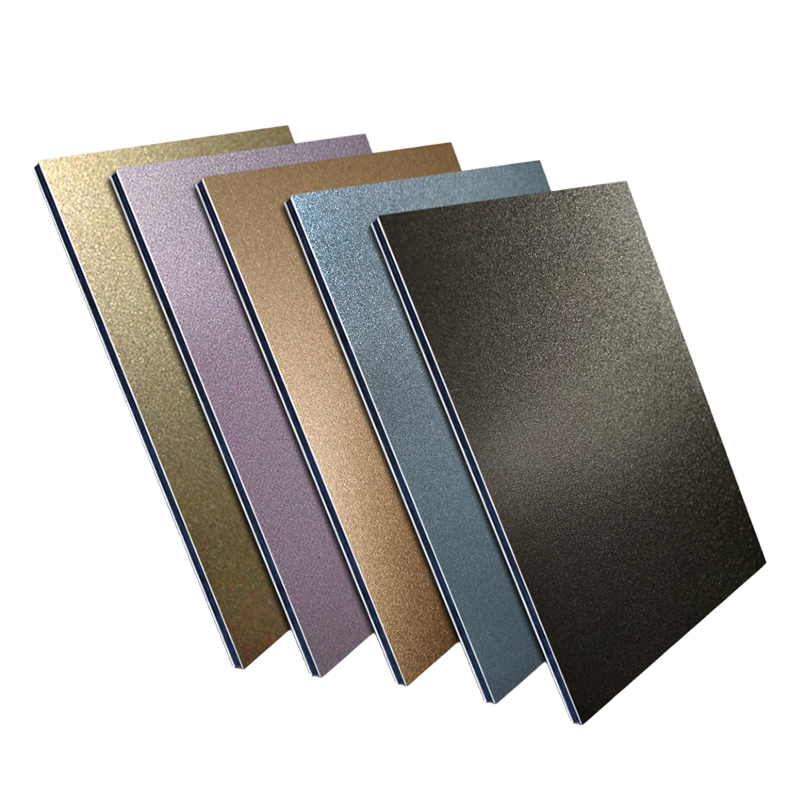
 Алюминиево-магниево-марганцевая плита
Алюминиево-магниево-марганцевая плита -
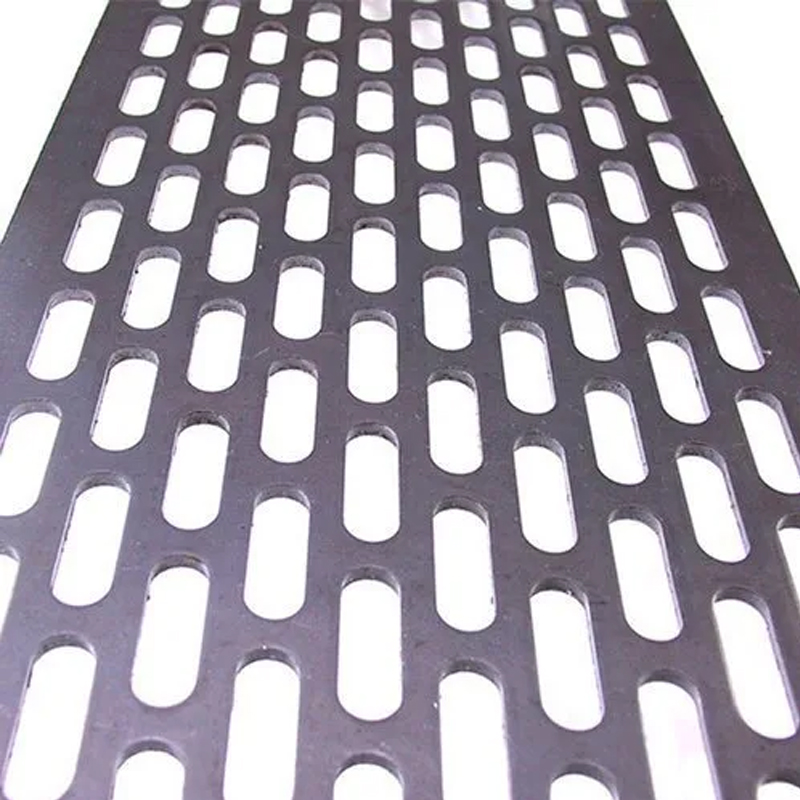 Перфорированные листы с прямоугольными отверстиями
Перфорированные листы с прямоугольными отверстиями -
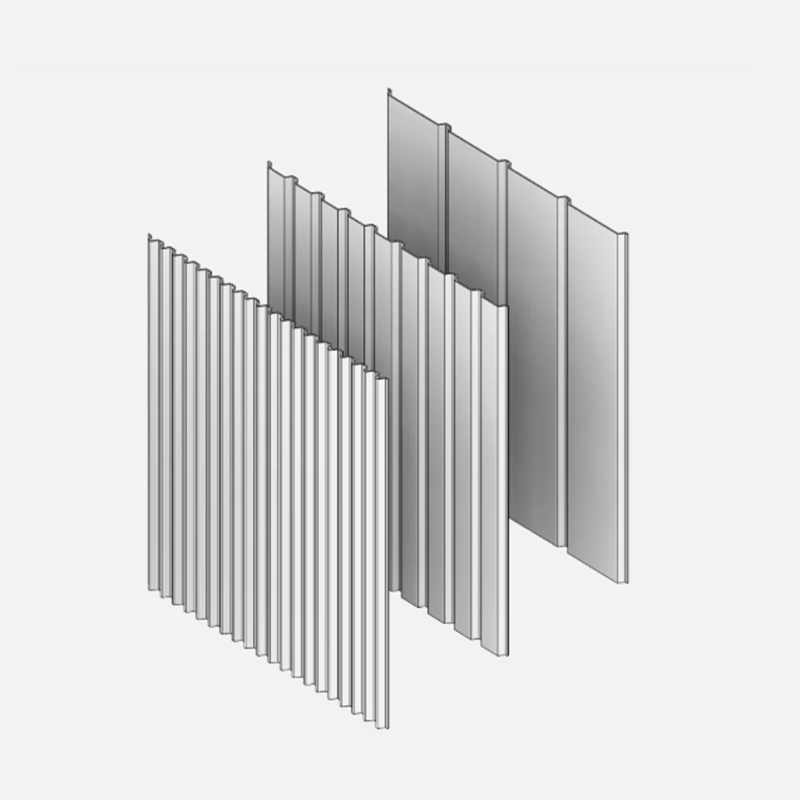 Система металлических навесных фасадов
Система металлических навесных фасадов -
 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
 Металлические волнообразные профлисты
Металлические волнообразные профлисты -
 Профилированный стальной лист
Профилированный стальной лист -
 Саморезы с буром
Саморезы с буром -
 Круглая труба
Круглая труба -
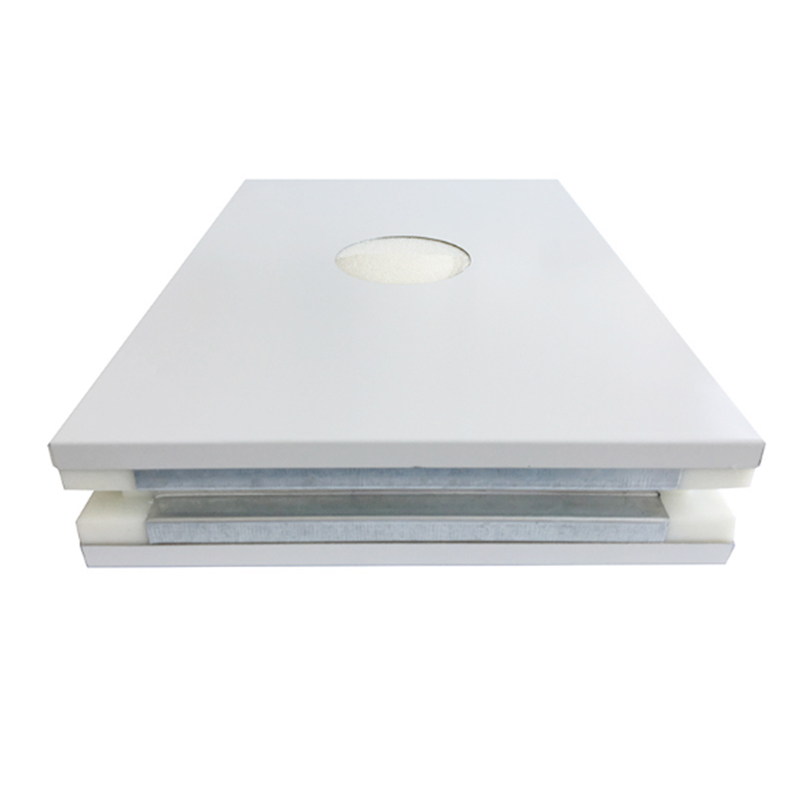
 Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж
Сэндвич-панель кровельные сэндвич панели Панели “Великая стена” для кровли и облицовки Прочные, влагостойкие, лёгкий монтаж
Связанный поиск
Связанный поиск- Завод по производству рулонной оцинкованной стали с цветным покрытием
- Завод по производству прессованной листовой стали
- Поставщики металлических круглых труб
- Производители Z-каналов
- Поставщики цветной металлочерепицы из Китая
- Производители Z-профилей марки DKS в Китае
- купить перфорированный алюминиевый перфорированный лист
- Поставщики круглых стальных труб
- Производитель алюминиевых квадратных труб
- Поставщики металлических Z-профилей

