

Завод по производству профильной круглой трубы
Когда слышишь 'завод по производству профильной круглой трубы', сразу представляются идеальные цилиндры с зеркальной поверхностью. На практике же геометрия редко бывает безупречной, особенно при толщине стенки менее 1.2 мм. Многие забывают, что круглая труба - это не просто свёрнутый лист, а продукт, где критична равномерность напряжения по всей длине.
Технологические парадоксы формовки
На нашем производстве в 2018 году столкнулись с дефектом 'пропеллер' - когда труба шла по рольгангу с видимым искривлением. Оказалось, проблема не в калибрах, а в разнотолщинности исходного рулона. Пришлось пересматривать всю систему входного контроля металла.
Особенно капризны тонкостенные трубы диаметром от 15 до 25 мм. Здесь даже температурный режим в цехе влияет на стабильность формы. Летом при +30°C приходится снижать скорость линии на 7-10%, иначе получаем эффект 'гармошки' на выходе из стана.
Сварной шов - отдельная история. Для строительных лесов допустим классический overlap, но для гидравлических систем уже нужен flush weld с последующей калибровкой. Кстати, именно здесь ООО Чэнду Тайсин Технолоджи дала интересное решение по совместимости сталей для сварки.
Маркетинговые иллюзии vs реальность
Часто вижу в каталогах 'труба круглая профильная оцинкованная' с указанием цинкования 120 г/м2. Но никто не уточняет, что для профильных изделий такой слой держится только на наружной поверхности. Внутренняя поверхность при стандартной технологии редко превышает 40-50 г/м2.
На сайте titanzincsteel.ru честно показывают разрез образцов - это редкая практика. Большинство поставщиков предпочитают демонстрировать глянцевые фото, где не видно неравномерности покрытия в зонах сварки.
Запомнился случай с одним складским комплексом под Казанью, где заказчик требовал трубы с 'идеальной оцинковкой'. Пришлось разрабатывать индивидуальный режим охлаждения после цинкования - стандартный не подходил из-за высокой скорости кристаллизации цинка на рёбрах жёсткости.
Нюансы контроля геометрии
ГОСТы устарели лет на 20 - они до сих пор допускают отклонения по овальности до 1.5% от диаметра. Для современных строительных конструкций это катастрофически много. Мы своими силами разработали систему лазерного сканирования каждые 2 метра трубы.
Особенно проблемными оказались переходные зоны при смене диаметра на непрерывных линиях. Здесь классические калибры не спасают - приходится использовать плавающие оправки с гидроприводом. Кстати, именно для таких задач ООО Чэнду Тайсин Технолоджи предлагает интересные инженерные решения.
Многие недооценивают влияние транспортной упаковки на геометрию. Трубы диаметром до 50 мм мы перешли на треугольную укладку в пачки - так удалось снизить деформацию при перевозке на 60%.
Экономика против качества
Самый болезненный вопрос - стоимость тонны готовой продукции. Когда клиенты требуют 'как у китайцев', но с немецким качеством, приходится объяснять основы металлургии. Дешёвая заготовка никогда не даст стабильную трубу - это аксиома.
Интересно, что в описании компании на их сайте акцент сделан на энергоэффективность. Это как раз нашло отклик - мы смогли снизить энергозатраты на 15% после модернизации индукционных печей. Но это потребовало пересмотра всей технологии подготовки кромки.
Сейчас экспериментируем с комбинированной обработкой - плазменная резка плюс холодная деформация. Пока получается дороже на 20%, но зато сохраняем прочностные характеристики в зонах сварки.
Перспективы и тупиковые ветви
Пытались внедрить систему автоматического контроля с ИИ - оказалось, что для круглых труб это избыточно. Простые лазерные датчики справляются лучше, а ложных срабатываний в разы меньше.
Сейчас рассматриваем предложения от ООО Чэнду Тайсин Технолоджи по совместимым материалам для строительных конструкций. Их подход к экологичным решениям интересен, но нужно адаптировать под наши производственные регламенты.
Главный вывод за последние годы: производство круглых труб - это постоянный компромисс между технологическими возможностями и экономической целесообразностью. Идеальных решений нет, есть только оптимальные для конкретных условий.
Практические наблюдения из цеха
Заметил интересную зависимость: при использовании отечественных станков критична скорость подачи - не более 12 м/мин, тогда как на немецком оборудовании можно поднимать до 18 м/мин без потери качества. Но обслуживание импортных линий обходится в 3 раза дороже.
С толщиной стенки 1.5 мм стабильно работаем уже год, а вот переход на 1.0 мм показал - нужны принципиально иные решения по системе охлаждения сварного шва. Особенно для нержавеющих марок.
Коллеги из Тайсин Технолоджи поделились статистикой: их клиенты чаще всего жалуются именно на разнооттеночность оцинкованных труб. Это системная проблема всей отрасли, связанная с особенностями кристаллизации цинка.
Что в итоге имеет значение
После 15 лет в цехе понял: успех определяют не параметры оборудования, а понимание физики процесса. Например, почему при смене поставщика металла даже на аналогичную марку стали приходится перенастраивать весь технологический цикл.
Сейчас активно изучаем опыт компании в области экологичных решений - их подход к энергоэффективности действительно впечатляет. Но пока не готовы полностью переходить на их стандарты - слишком много специфики в нашем регионе.
Производство круглых труб продолжает преподносить сюрпризы. Казалось бы, всё изучено до мелочей, но каждый новый заказ заставляет пересматривать устоявшиеся процессы. И это, наверное, самое интересное в нашей работе.
Соответствующая продукция
Соответствующая продукция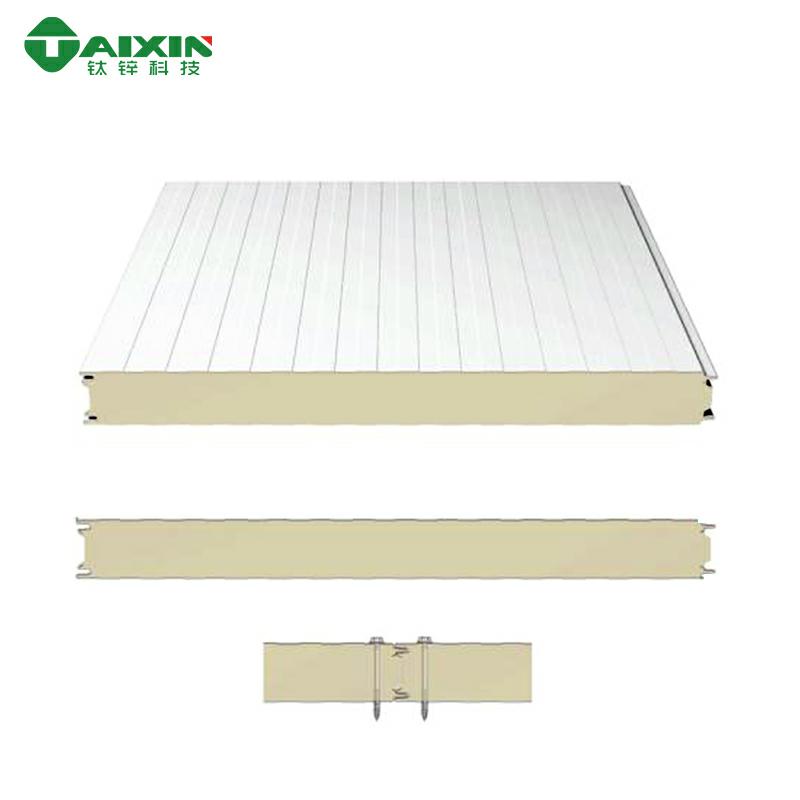


Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели -
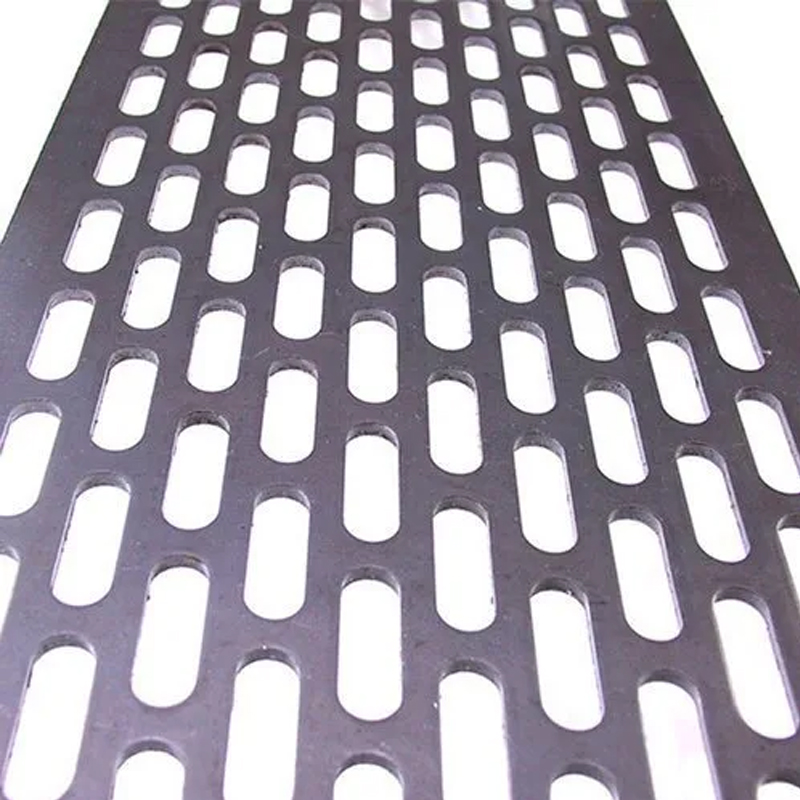
 Перфорированные листы с круглыми отверстиями
Перфорированные листы с круглыми отверстиями -
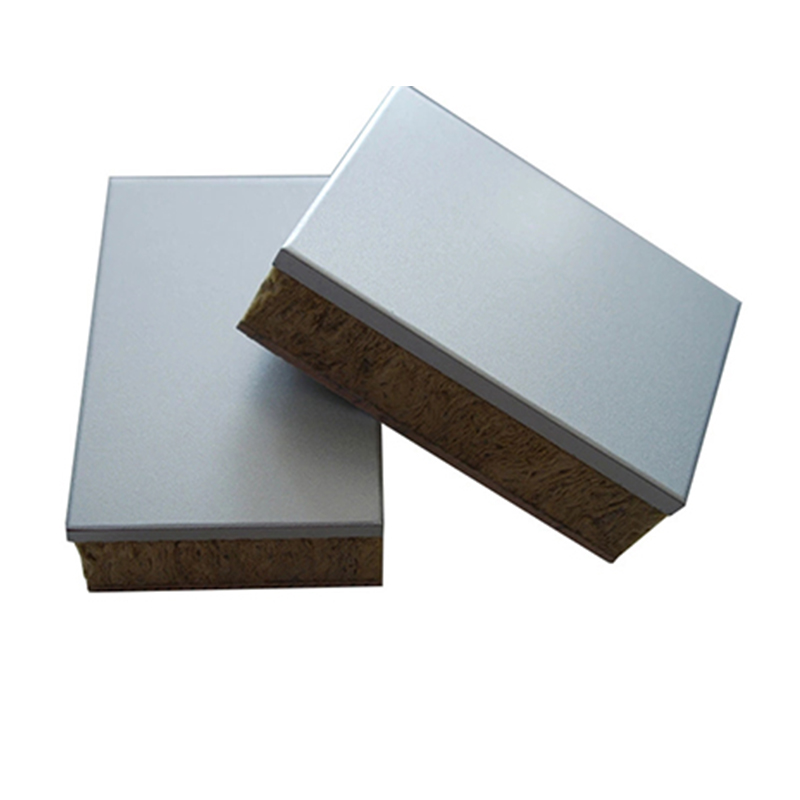 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
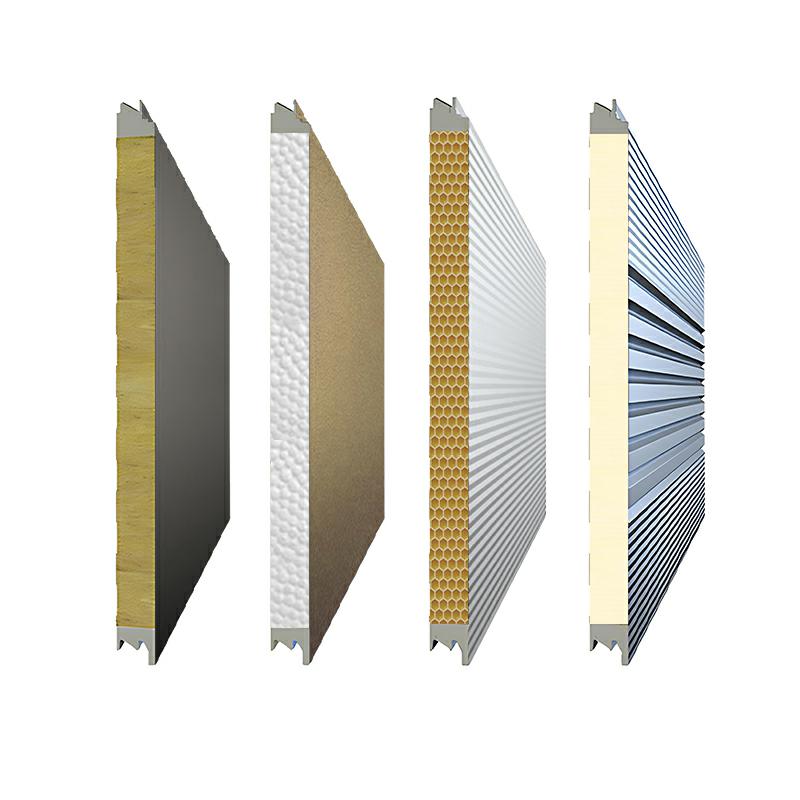
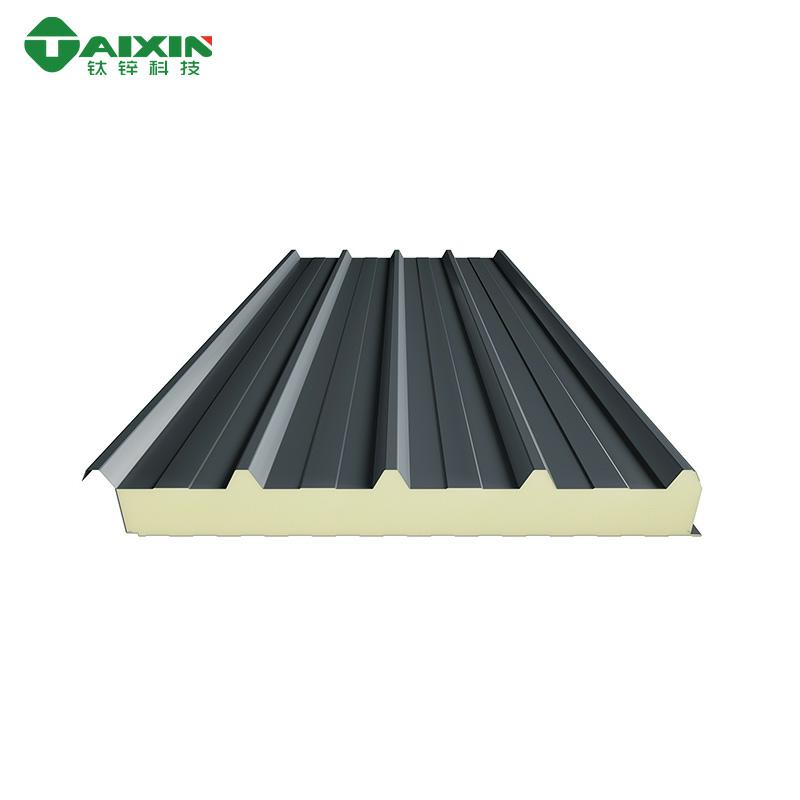
 Сэндвич панели для кровли с утеплителем ППУ / минеральная вата / ПИР | Кровельные панели от производителя
Сэндвич панели для кровли с утеплителем ППУ / минеральная вата / ПИР | Кровельные панели от производителя -
 Фотоэлектрические кровельные сэндвич-панели с металлической поверхностью
Фотоэлектрические кровельные сэндвич-панели с металлической поверхностью -
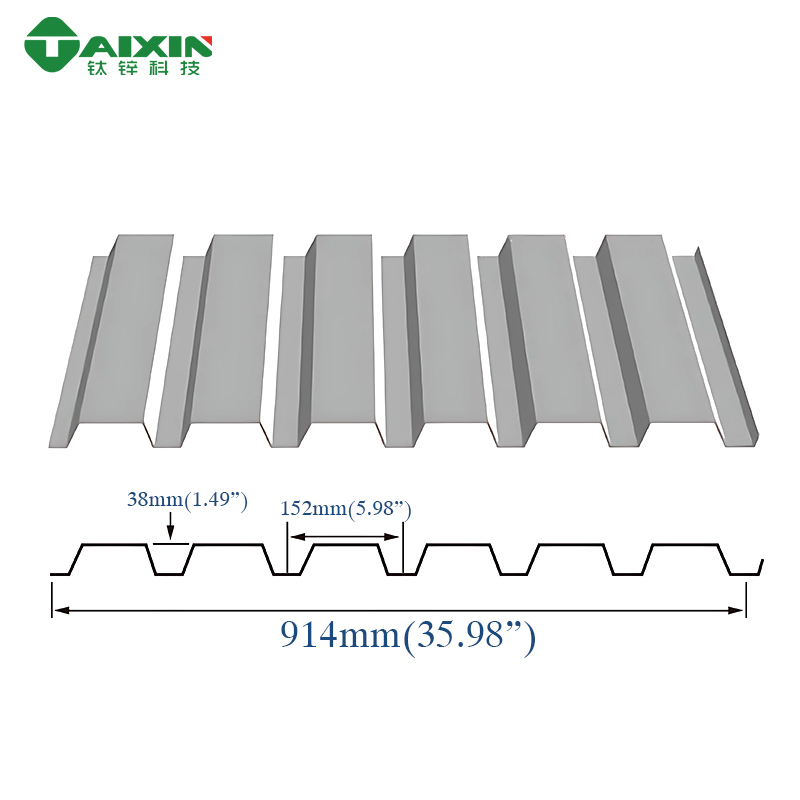 Профилированный настил Профнастил Н57-750 0,80 мм оцинкованный
Профилированный настил Профнастил Н57-750 0,80 мм оцинкованный -
 Система металлических навесных фасадов
Система металлических навесных фасадов -
 Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая.
Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая. -
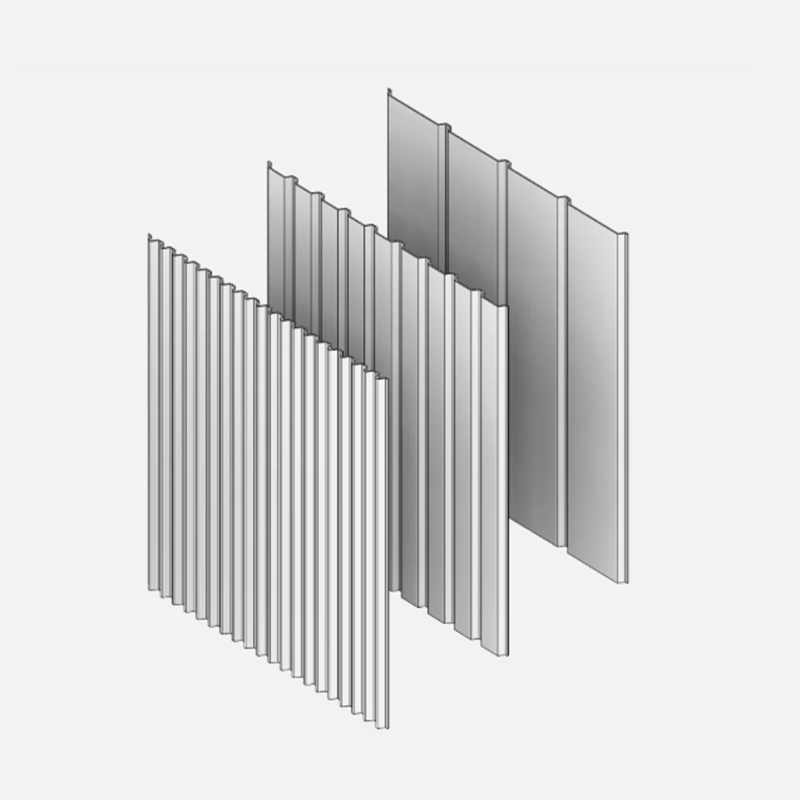
 Профилированный стальной лист
Профилированный стальной лист -
 Профнастил
Профнастил -
 Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества
Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества -
 Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Связанный поиск
Связанный поиск- Поставщики сублимированных алюминиевых панелей из Китая
- Производитель стальных изделий
- Китайские производители стеновых сэндвич-панелей
- Производители винтов с круглой головкой с фланцем в Китае
- Производители защитных желобов в Китае
- Производство квадратных металлических труб
- Поставщики винтов с круглой головкой по ГОСТ
- Производители квадратных труб 2×2 в Китае
- стальные конструкции зданий
- Сборное здание в Китае

