

Завод по производству оцинкованных водостоков
Когда слышишь про заводы по производству оцинкованных водостоков, многие представляют просто гибочные станки и цинковые ванны. На деле же — это целая экосистема, где толщина покрытия в 3-5 микрон может решить, протечёт ли система через сезон или выдержит десятилетие. Мы в ООО Чэнду Тайсин Технолоджи через ошибки пришли к тому, что ключ не в скорости линии, а в контроле качества на этапе проката.
Почему цинкование — это не просто 'покрытие'
До запуска первого цеха в 2018 мы тестировали три схемы цинкования: горячее, холодное и электролитическое. Горячее давало адгезию, но съедало бюджет на терморегуляцию. Холодное — дешевле, но в условиях уральских зим трескалось на сгибах. Остановились на комбинированном методе: сначала электролитический слой 2-3 мкм, потом горячее цинкование. Да, дороже, но водостоки не коробились даже при -45°C в Норильске.
Кстати, о толщине. Европейские нормы требуют 275 г/м2, но мы нарастили до 320 — не из-за жадности, а потому что видели, как серные выбросы в промзонах за 2 года 'съедали' стандартное покрытие. Сейчас для таких регионов делаем арктическую серию с дополнительным пассивированием.
Самое сложное — не сам процесс, а подготовка стали. Если на входе есть окалина или следы прокатного масла — всё, цинк ляжет пятнами. Пришлось ставить трёхступенчатую промывку с щелочными растворами, хотя изначально в смете этого не было. Дорого? Да. Но дешевле, чем переделывать бракованные партии.
Конструкция жёлоба: где кроются проблемы
Стандартный полукруглый жёлоб — это прошлый век. Сейчас 70% заказов — прямоугольные профили, но их главный враг — застой воды в углах. В 2020 году пришлось полностью менять матрицы после жалоб из Сочи: в дождливый сезон прямоугольные водостоки переполнялись из-за недостаточного уклона. Перепроектировали с увеличенным радиусом скругления — проблема ушла.
Крепёжные кронштейны — отдельная история. Раньше ставили через 60 см, как везде. Но снеговые нагрузки в Сибири ломали систему. Теперь шаг 40 см для северных регионов, и специальные антиобледенительные кабели в комплекте. Да, клиент платит на 15% дороже, но зато не вызывает монтажников каждую весну.
Технологические провалы и находки
Пытались в 2019 внедрить полимерное напыление поверх цинка — маркетинг кричал про 'вечный водосток'. На практике: полимер отслаивался мелкими пузырями там, где жёлоб прогревался на солнце. Пришлось списывать оборудование для напыления и возвращаться к классическому методу с пассивацией.
Зато открыли для себя лазерную резку с ЧПУ для доборных элементов. Раньше отводы и углы гнули вручную — погрешность до 3 мм. Сейчас режем с точностью 0,5 мм, и стыки на фасаде стали практически невидимыми. Дорогое оборудование, но оно окупилось за счёт снижения рекламаций.
Интересный кейс был с воронками. Стандартные модели не справлялись с ливнями в Сочи — вода переливалась через края. Разработали усиленные версии с увеличенным приёмным отверстием и двойными уплотнителями. Теперь это отдельная продуктовая линейка 'Южная'
Логистика и монтаж: что не пишут в техкартах
Самый болезненный урок — транспортировка. Первые партии водостоков перевозили без контурной упаковки, получали вмятины на рёбрах жёлобов. Теперь каждый элемент пакуем в пенопластовые кассеты, хотя это +8% к себестоимости.
Монтажники часто жалуются на сложность сборки — мол, нужен специальный инструмент. Мы в ООО Чэнду Тайсин Технолоджи разработали универсальный зажимной ключ для стыковки элементов. Не патентуем, просто даём бесплатно при заказе от 100 м.п. — лояльность клиентов выросла на 30%.
Важный момент: никогда не поставляем водостоки без подробной схемы монтажа для конкретного региона. В Крыму и в Якутске — разные углы наклона, разная толщина льда, разная ветровая нагрузка. Собрали базу типовых решений для 15 климатических зон России.
Экономика производства: где можно и где нельзя экономить
Сырьё — больная тема. Перепробовали 5 поставщиков оцинкованной стали, пока не остановились на комбинате с системой контроля химического состава. Дешёвая сталь с превышением меди давала 'звёздчатую' коррозию уже через год эксплуатации.
Энергозатраты сократили за счёт рекуперации тепла от цинковальных ванн. Не революция, но 12% экономии на отоплении цеха зимой.
Самое удивительное: автоматизация контроля качества оказалась выгоднее ручной проверки. Поставили оптические сканеры для дефектов покрытия — брак упал с 7% до 1,2%, хотя изначально казалось, что оборудование слишком дорогое для такого простого продукта.
Перспективы и тупиковые ветки
Сейчас экспериментируем с биметаллическими решениями — алюмоцинковое покрытие для агрессивных сред. Пока дорого, но в портовых зонах это может стать стандартом.
Полностью отказались от идеи 'водостоки с подогревом' — слишком много энергопотерь, лучше ставить кабельные системы отдельно.
Интересное направление — модульные системы для высотных зданий. Совместно с инженерами из ООО Чэнду Тайсин Технолоджи разрабатываем усиленные кронштейны для ветровых нагрузок выше 75 кг/м2. Пока тестовые образцы показывают хорошие результаты на 25-этажках в Москве.
В целом, завод оцинкованных водостоков — это не про металл, а про понимание физики воды и климата. Можно сделать идеальный профиль, но если не учесть направление дождевых потоков на конкретном фасаде — вся работа насмарку. Мы на каждом объекте учимся заново.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Z-образный стальной профиль
Z-образный стальной профиль -
 Саморезы с буром
Саморезы с буром -
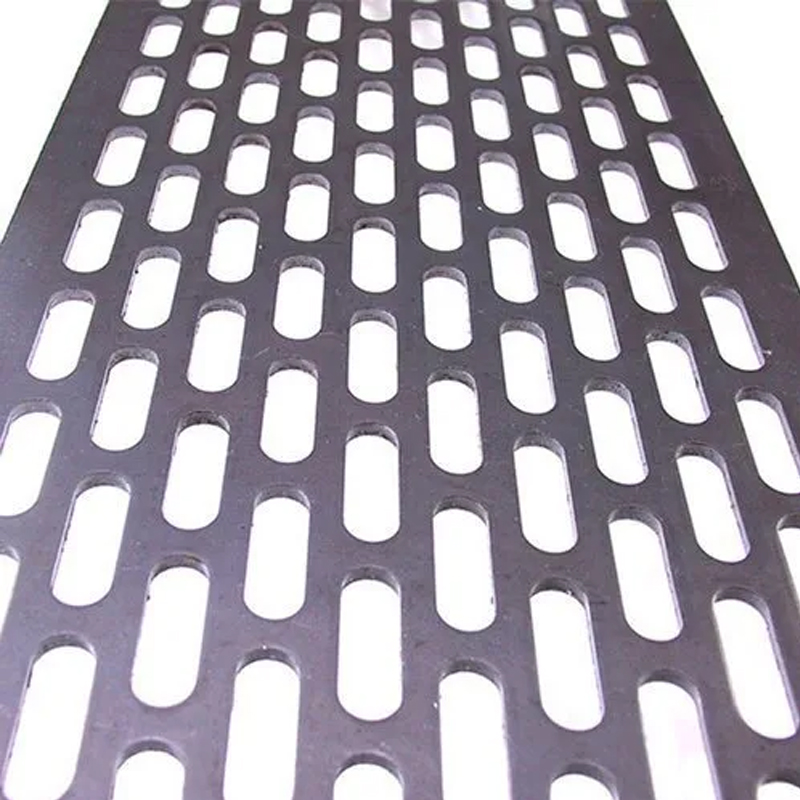
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
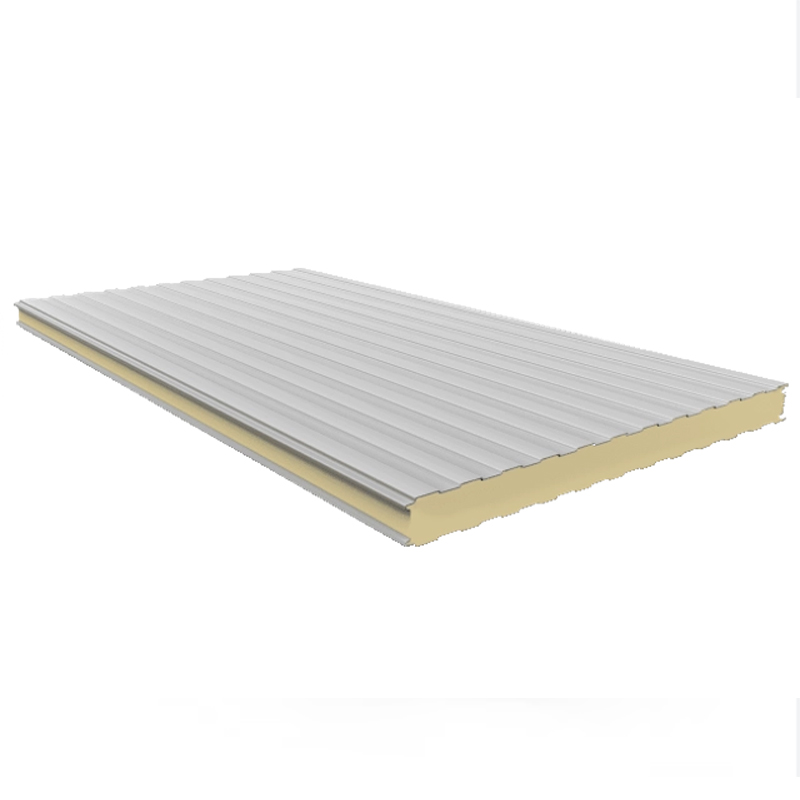
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели -
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители -
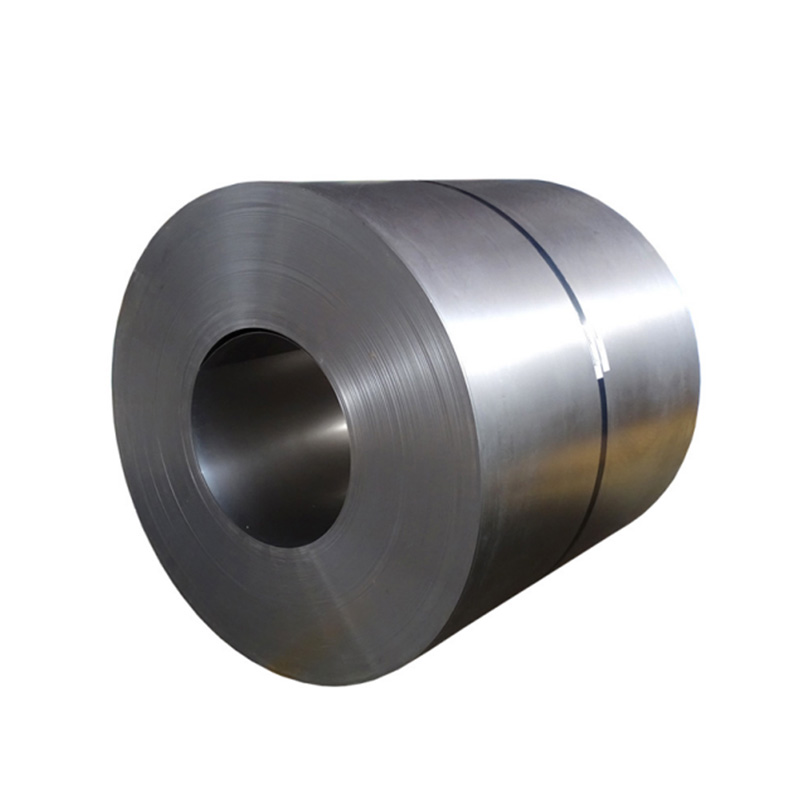
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Квадратная труба
Квадратная труба -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
 Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов
Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов -
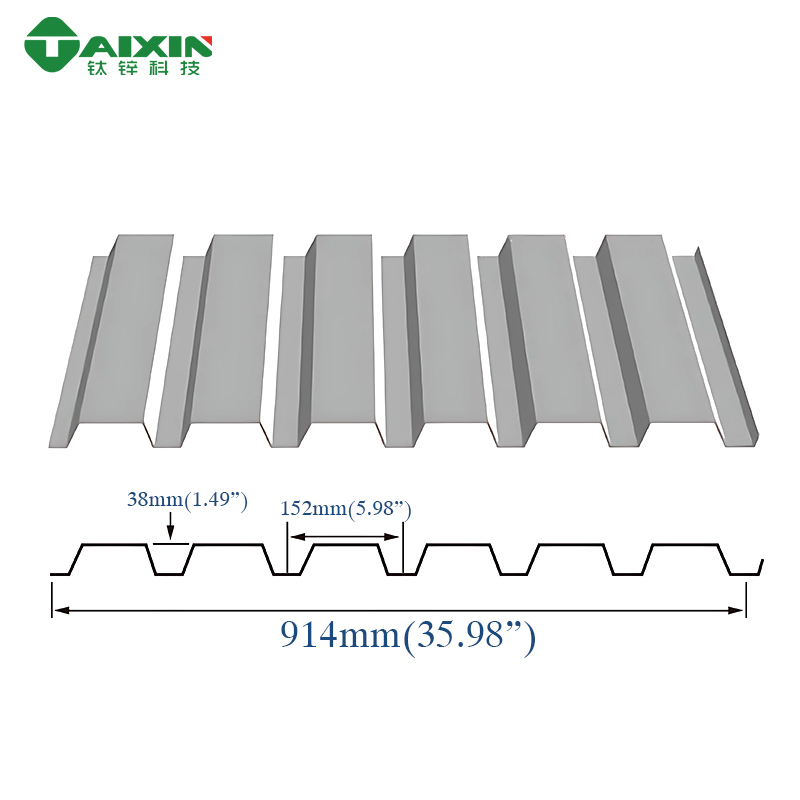
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Связанный поиск
Связанный поиск- Поставщики сборочных зданий
- Поставщики оцинкованного стального листа из Китая
- Купить металлический навесной потолок
- Производители теплоизолированных кровельных панелей
- Поставщики талрепов
- Завод холоднодеформированных швеллеров
- Завод по производству прессованной листовой стали
- Купить производителя коробчатых модульных зданий
- Поставщики плит перекрытия
- Китайские заводы одношлицевых винтов с полукруглой головкой

