

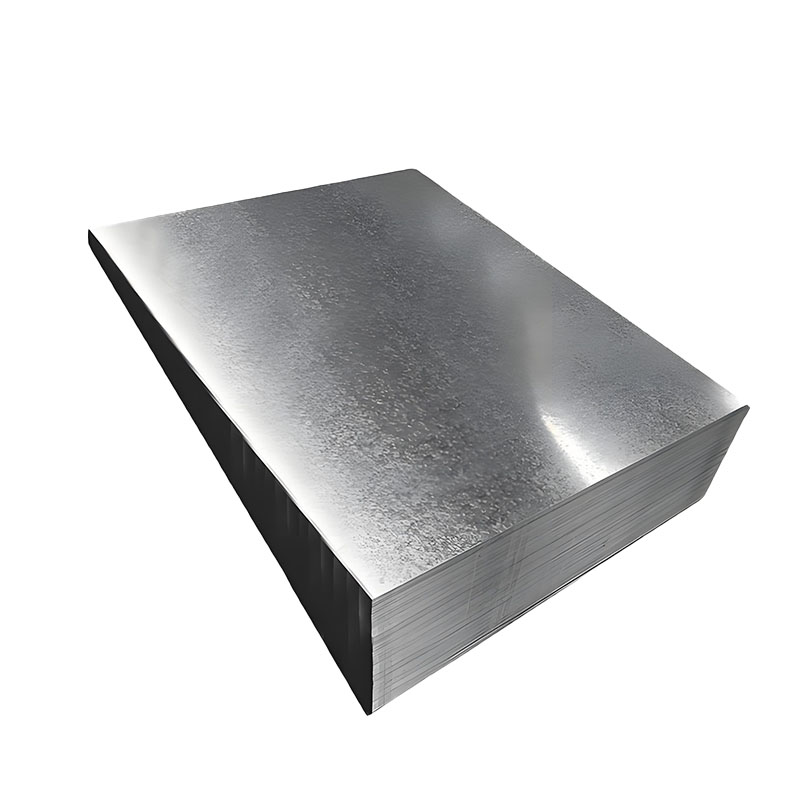
Завод по производству оцинкованного листа толщиной 1 мм
Когда слышишь про завод по производству оцинкованного листа толщиной 1 мм, первое, что приходит в голову — ровные рулоны с идеальным цинковым покрытием. Но те, кто реально работал на таком производстве, знают: главные проблемы начинаются там, где заканчиваются стандартные регламенты. Многие до сих пор путают равномерность покрытия с адгезией, хотя на деле микротрещины в цинковом слое часто возникают именно из-за неправильной подготовки поверхности, а не из-за самого цинкования.
Технологические ловушки при работе с тонким листом
Начну с прокатки. При толщине 1 мм даже незначительные колебания температуры в печи отжига приводят к разной пластичности материала. Помню, на одном из старых заводов в Новосибирске пытались экономить на газе — в результате получали лист с переменной твёрдостью. При гибке такие листы давали ?ушки? по кромкам, которые потом приходилось обрезать, увеличивая отходы на 3-4%.
Особенно критичен момент охлаждения после цинкования. Если на линии нет системы точного контроля скорости воздушных завес, на поверхности образуются радужные разводы. Клиенты часто принимают это за брак покрытия, хотя на антикоррозионные свойства это не влияет. Но объяснять это каждому заказчику — отдельная история.
Кстати, про цинкование. Многие технологи до сих пор уверены, что главное — выдержать концентрацию цинка в ванне. На практике же важнее контроль содержания свинца и алюминия в расплаве. При неправильном соотношении цинк начинает ?сыпаться? при вальцовке. Проверяли это на экспериментальной линии — при содержании алюминия выше 0,2% адгезия падала на 15%.
Оборудование: где чаще всего экономят и почему это выходит боком
Линия полимерного покрытия — отдельная головная боль. Видел, как на недавно запущенном производстве в Подмосковье поставили дешёвые сушки с неравномерным обдувом. Результат — пятнистость покрытия при толщине всего 25 мкм. Пришлось переделывать всю систему вентиляции, что обошлось дороже первоначальной экономии.
Системы резки — ещё один камень преткновения. Гидроабразивная резка даёт идеальную кромку, но для толщины 1 мм её производительность слишком низкая. Лазерная эффективнее, но требует постоянной калибровки optics. На том же заводе в Новосибирске месяц не могли добиться стабильного качества реза — оказалось, проблема была в несогласованности работы ЧПУ и системы охлаждения лазера.
Транспортировка готовой продукции — момент, который часто недооценивают. При толщине 1 мм даже незначительные вибрации в процессе погрузки могут привести к микродеформациям. Особенно это критично для листов, идущих на фасадные работы — потом при монтаже появляются щели.
Специфика применения в строительных конструкциях
Работая с завод по производству оцинкованного листа толщиной 1 мм, постоянно сталкиваешься с разными требованиями заказчиков. Для кровельных работ важна жёсткость, для фасадных — пластичность. И здесь нельзя просто изменить химический состав стали — нужно корректировать весь технологический цикл.
Интересный случай был с компанией ООО Чэнду Тайсин Технолоджи — они как раз специализируются на металлических ограждающих конструкциях. Заказывали партию листов для вентилируемых фасадов в условиях повышенной влажности. Пришлось увеличивать толщину цинкового покрытия до 275 г/м2, хотя стандарт — 180. Но главная сложность оказалась в другом — обеспечить одинаковые параметры шероховатости поверхности для лучшего сцепления с полимерным слоем.
Кстати, их сайт https://www.titanzincsteel.ru содержит полезную информацию по применению оцинкованных листов в энергоэффективных строительных материалах. Из практики: для северных регионов действительно лучше использовать листы с матовым покрытием — они меньше подвержены температурным деформациям.
Экологические аспекты, о которых редко говорят
Современные производства сталкиваются с жёсткими требованиями по экологии. Системы очистки сточных вод после травления — одна из самых дорогих статей расходов. Видел, как на китайских заводах пытаются использовать рециркуляционные системы, но для толщины 1 мм это сложно — слишком высокие требования к чистоте поверхности.
Утилизация цинксодержащих отходов — отдельная тема. Многие мелкие производства до сих пор сливают шламы в общие отстойники, хотя уже есть технологии извлечения цинка с эффективностью до 85%. Но оборудование для этого стоит как половина прокатного стана.
Примечательно, что ООО Чэнду Тайсин Технолоджи в своей философии делает акцент на экологически чистых материалах. На практике это означает не только использование безопасных компонентов, но и оптимизацию логистики — чтобы минимизировать углеродный след. Для оцинкованного листа это особенно важно, так как транспортировка составляет до 30% конечной стоимости.
Экономика производства: что не учитывают в бизнес-планах
Себестоимость завод по производству оцинкованного листа толщиной 1 мм сильно зависит от масштаба. Линии мощностью менее 50 тыс. тонн в год редко бывают рентабельными — слишком высоки постоянные издержки. Но и гиганты на 200+ тыс. тонн сталкиваются с другими проблемами — сложностью управления качеством и логистикой.
Энергоёмкость — главный бич таких производств. Нагрев цинковой ванны потребляет до 40% всей электроэнергии. Современные индукционные системы экономят до 15%, но их внедрение требует полной реконструкции линии. Для многих заводов это неподъёмные инвестиции.
Сегодня вижу тенденцию к созданию специализированных производств под конкретные задачи. Как раз подход ООО Чэнду Тайсин Технолоджи — фокус на решениях для металлических ограждающих конструкций — позволяет оптимизировать технологию под нужды клиентов, а не пытаться сделать ?универсальный? продукт. В итоге и качество выше, и себестоимость ниже за счёт снижения брака.
Перспективы развития технологии
Сейчас многие говорят о наномодифицированных покрытиях, но на практике для толщины 1 мм более актуальны гибридные системы защиты. Комбинация цинка с кремнийорганическими соединениями показывает увеличение срока службы на 25-30% в агрессивных средах.
Интересное направление — ?умные? покрытия, меняющие свойства в зависимости от температуры. Для фасадных систем это могло бы решить проблему термических деформаций. Пока такие разработки есть только в лабораториях, но лет через пять могут появиться и на производстве.
Если говорить о ближайших перспективах, то главный тренд — цифровизация контроля качества. Системы компьютерного зрения уже сейчас позволяют отслеживать дефекты покрытия в реальном времени. Но для толщины 1 мм нужны особые алгоритмы — стандартные решения часто пропускают микротрещины.
В целом, производство оцинкованного листа 1 мм — это постоянный поиск компромисса между стоимостью, качеством и технологическими возможностями. И те, кто понимает это, как например специалисты ООО Чэнду Тайсин Технолоджи, получают реальное преимущество на рынке.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Окрашенные стальные рулоны
Окрашенные стальные рулоны -
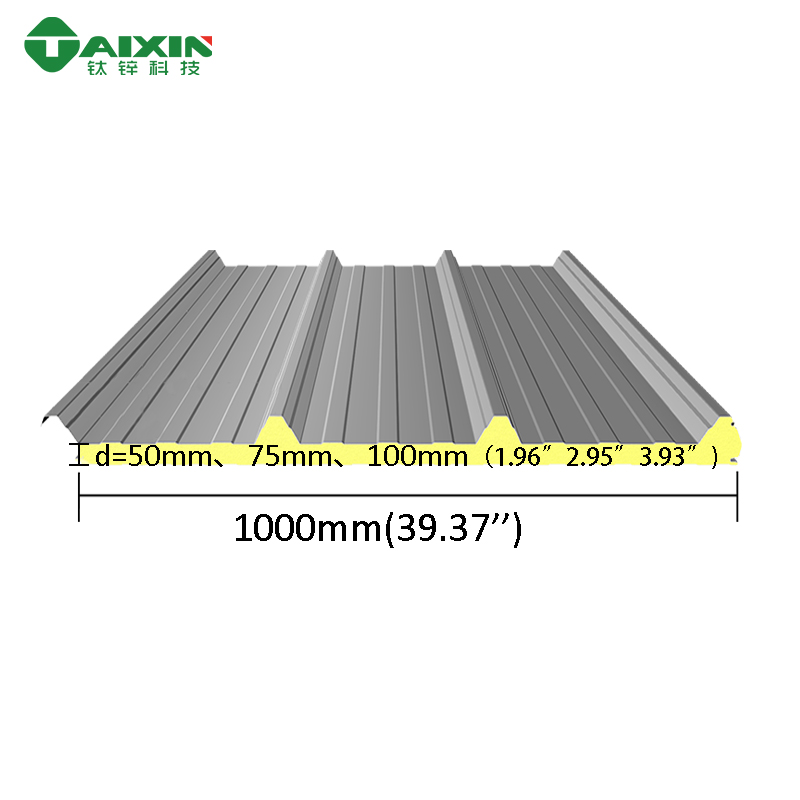
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
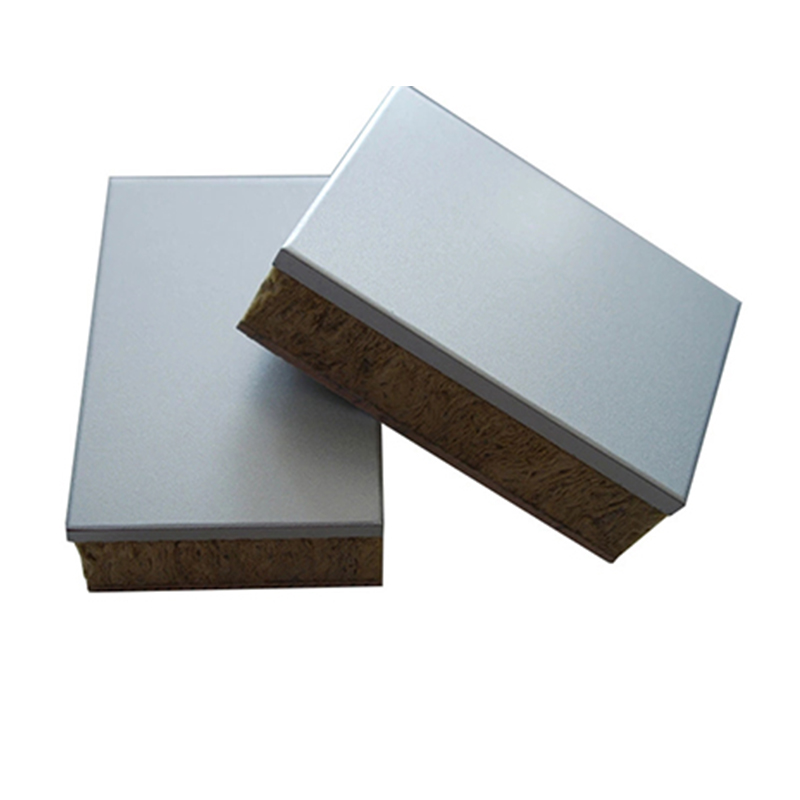
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 C-образный стальной профиль
C-образный стальной профиль -
 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
 Z-образный стальной профиль
Z-образный стальной профиль -
 Профилированный стальной лист
Профилированный стальной лист -
 Эксклюзивные варианты Алюминиевая композитная панель:ubertон, комфорт и_functionальность в одном
Эксклюзивные варианты Алюминиевая композитная панель:ubertон, комфорт и_functionальность в одном -
 Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки
Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки -
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Сэндвич-Панель для Наружных Стен
Сэндвич-Панель для Наружных Стен
Связанный поиск
Связанный поиск- Производители металлических водостоков
- Завод сборного здания
- Стальные изделия
- Завод который купил Z-образный профиль 555 спецификации
- Металлическая стеновая панель
- Производитель рулонов цветной стали
- Поставщики Z-каналов
- Китайские производители профилированных стальных панелей
- Купить кровельную стальную конструкцию
- Рулонная углеродистая сталь из Китая

