

Завод по производству напорных плит
Когда слышишь 'завод по производству напорных плит', многие представляют просто штамповку металла, но на деле это капризный процесс, где отклонение в полмиллиметра может означать брак всей партии. Вспоминаю, как на одном из объектов в Новосибирске пришлось переделывать 30 плит из-за неучтённой усадки стали марки 09Г2С — казалось бы, мелочь, но именно такие нюансы отличают кустарное производство от промышленного.
Технологические тонкости, о которых не пишут в учебниках
Начнём с того, что напорные плиты для многоэтажек — это не просто железки. Например, при вальцовке ребер жёсткости часто игнорируют температурный режим: если гнуть при +5°C вместо рекомендованных +15°C, в углах образуются микротрещины. Проверяли на стенде в Казани — через 200 циклов нагрузки такие плиты давали деформацию в 1.5 раза выше нормы.
Сварные швы — отдельная история. Автоматическая сварка под флюсом даёт красивый шов, но для ответственных узлов мы всегда оставляем ручную дуговую сварку электродами УОНИ-13/55. Да, медленнее, зато видишь каждый сантиметр. Как-то в Воронеже пришлось демонтировать плиты из-за пор в швах — сэкономили на предварительном подогреве.
И да, геометрия. Контроль по шаблонам — это прошлый век. Сейчас используем 3D-сканирование, но даже это не панацея: на последнем проекте лазерный сканер не уловил выпуклость в 0.8 мм, которую затем 'вылезла' при монтаже. Пришлось править газовыми горелками на месте — не лучшая практика.
Материалы: между СНиП и реальностью
Сталь С345 — классика, но для заводов напорных плит в сейсмических районах уже переходим на С390. Правда, свариваемость хуже, приходится добавлять легирующие элементы. Кстати, ошибочно думать, что оцинковка решает все проблемы с коррозией — в условиях агрессивных сред (например, near морских портов) лучше комбинировать цинкование с полимерным покрытием.
Тут стоит отметить ООО Чэнду Тайсин Технолоджи — их подход к многослойным покрытиям для металлоконструкций действительно впечатляет. На их сайте titanzincsteel.ru есть кейс по защите плит для объекта в Сочи, где комбинировали алюмоцинк и пурал — через 5 лет эксплуатации коррозия менее 0.01 мм.
А вот с бетоном для узлов сопряжения часто перестраховываются. Помню, на ТЭЦ в Екатеринбурге заложили прочность бетона В35, хотя по расчётам хватало В25. Перерасход составил 12%, при том что анкеровка всё равно лимитировала.
Логистика как часть технологического процесса
Проектировщики часто рисуют плиты без учёта габаритов транспорта. Стандартный 12-метровый плиту ещё можно везти, а вот 18-метровую для аэропорта Пулково — уже головная боль. Пришлось разрабатывать разъёмные конструкции, что увеличило стоимость на 15%, зато сэкономило на спецтранспорте.
Крепление в грузовике — отдельная наука. DIN-рейки хороши для стандартных грузов, но для напорных плит с рёбрами жёсткости пришлось заказывать кастомные траверсы. Один раз водитель сэкономил на стяжках — приехала партия с погнутыми монтажными петлями.
Складирование — бич многих производств. Штабелирование без прокладок приводит к царапинам, а потом заказчик требует замены. Сейчас используем картонные прокладки с пропиткой — дешёво и эффективно.
Контроль качества: между теорией и практикой
Ультразвуковой контроль свариваемых швов — обязательно, но не достаточно. Добавляем капиллярный контроль на 10% швов в случайных зонах. Как показала практика, УЗК может пропустить мелкие трещины в зоне термического влияния.
Испытания на стенде — дорого, но необходимо. Для серийных плит ограничиваемся расчётными методами, но для уникальных объектов (например, мостовые переходы) всегда делаем натурные испытания. В Нижнем Новгороде так выявили резонансные частоты, не учтённые в модели.
Документирование — скучно, но vital. Веду журнал, где фиксирую все отклонения: от партии электродов до температуры в цехе. Через год такие данные помогают выявить системные проблемы.
Эволюция требований и ошибки проектирования
Раньше главным был запас прочности, сейчас добавились требования по fire resistance и acoustic insulation. Приходится усложнять конструкции — например, добавлять fireproof плиты Baswool в сэндвич-панели.
Типовая ошибка — несоответствие расчётных и реальных нагрузок. На объекте в Перми проектировщик заложил снеговую нагрузку 180 кг/м2, а по факту выпало 240 кг/м2. Хорошо, что заложили запас по металлу.
Модернизация старых заводов напорных плит — отдельный вызов. Часто приходится работать с советскими чертежами, где допуски указаны 'на глаз'. В таких случаях делаем 3D-модель по обмерам — дорого, но надёжно.
Перспективы и личный опыт
Сейчас активно внедряем BIM-моделирование, но не всё гладко. Software видит конфликты, но не учитывает последовательность монтажа. Пришлось на объекте в Уфе переделывать узлы крепления — в модели всё сходилось, а на практике болты не становились на место.
Из интересных решений — сотрудничество с ООО Чэнду Тайсин Технолоджи по их энергоэффективным разработкам. Их комбинированные панели с теплоизоляцией позволили сократить толщину напорных плит на 20% без потери прочности — пробовали на складском комплексе под Москвой.
Главный урок за 15 лет: идеальных проектов не бывает. Всегда остаются нюансы, которые видны только при монтаже. Поэтому теперь на каждый крупный объект выезжаю лично — никакие отчёты не заменят вид покоробленной плиты на восьмом этаже.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
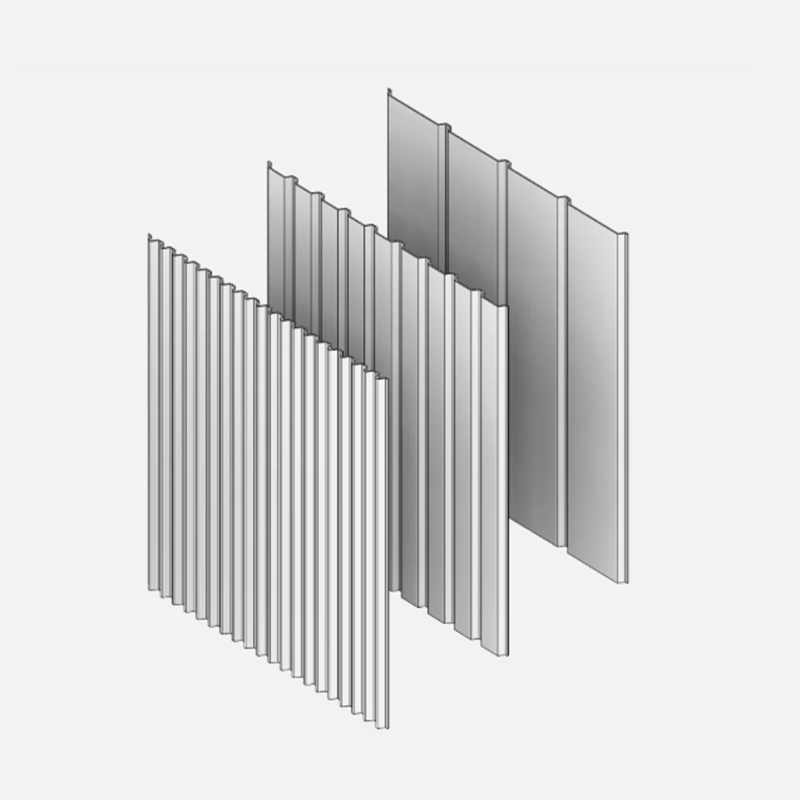 Система металлических навесных фасадов
Система металлических навесных фасадов -
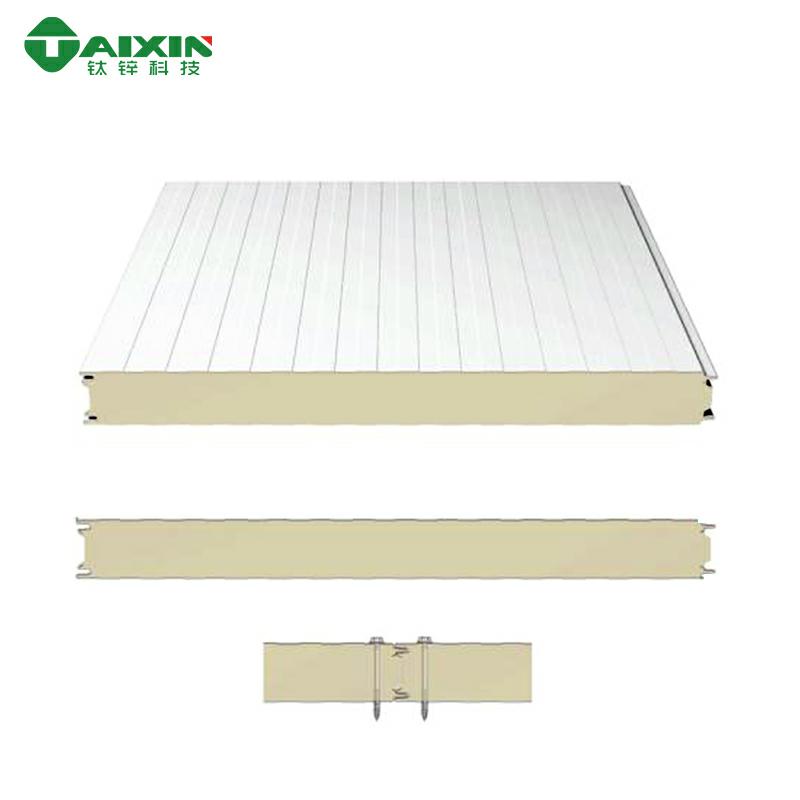
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели -
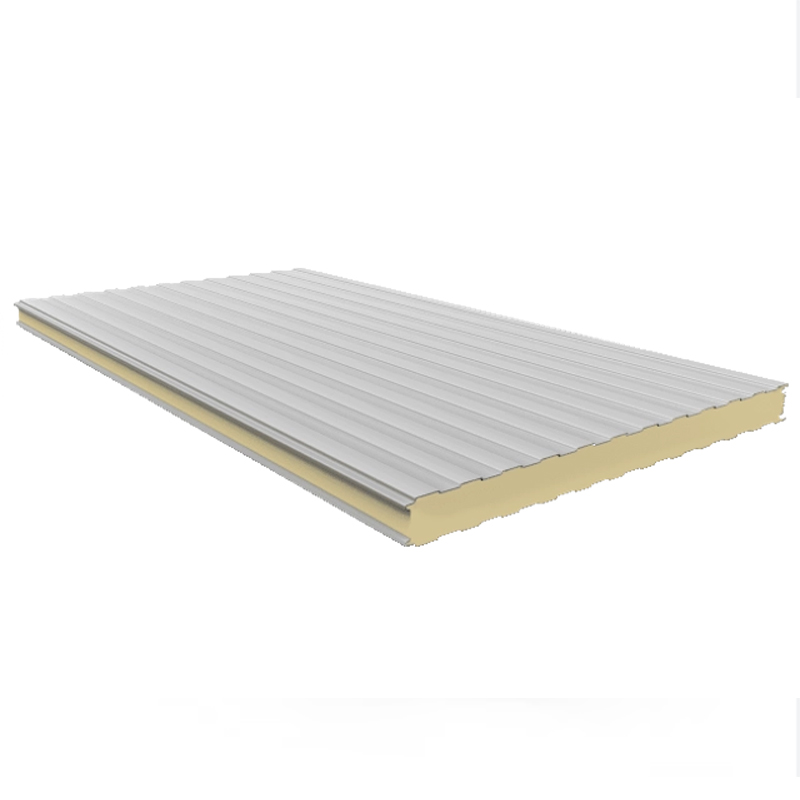 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Фотоэлектрические кровельные сэндвич-панели с металлической поверхностью
Фотоэлектрические кровельные сэндвич-панели с металлической поверхностью -
 Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией
Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией -
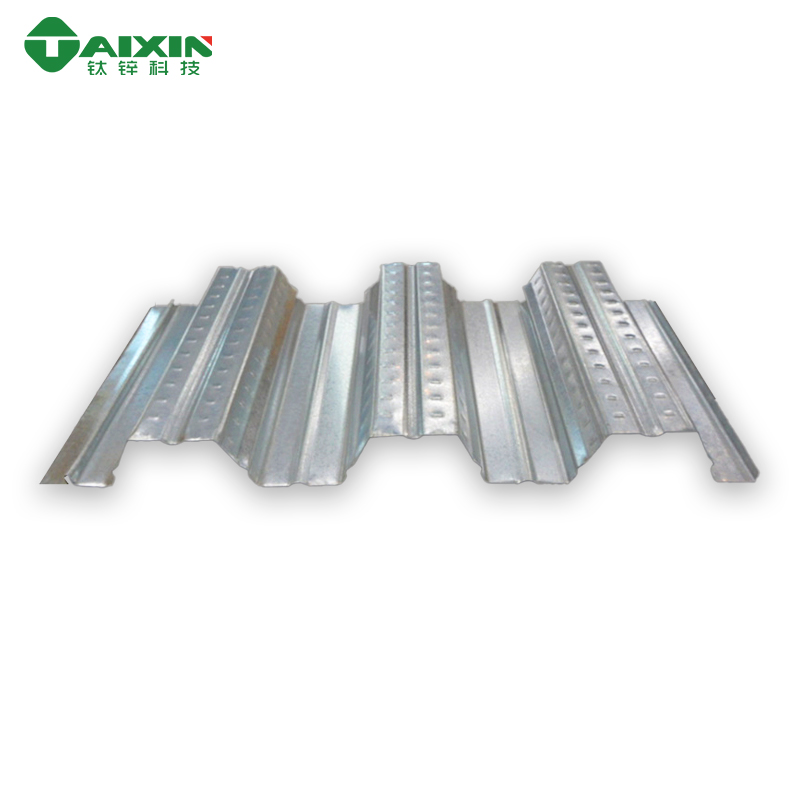 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Окрашенные стальные рулоны
Окрашенные стальные рулоны -
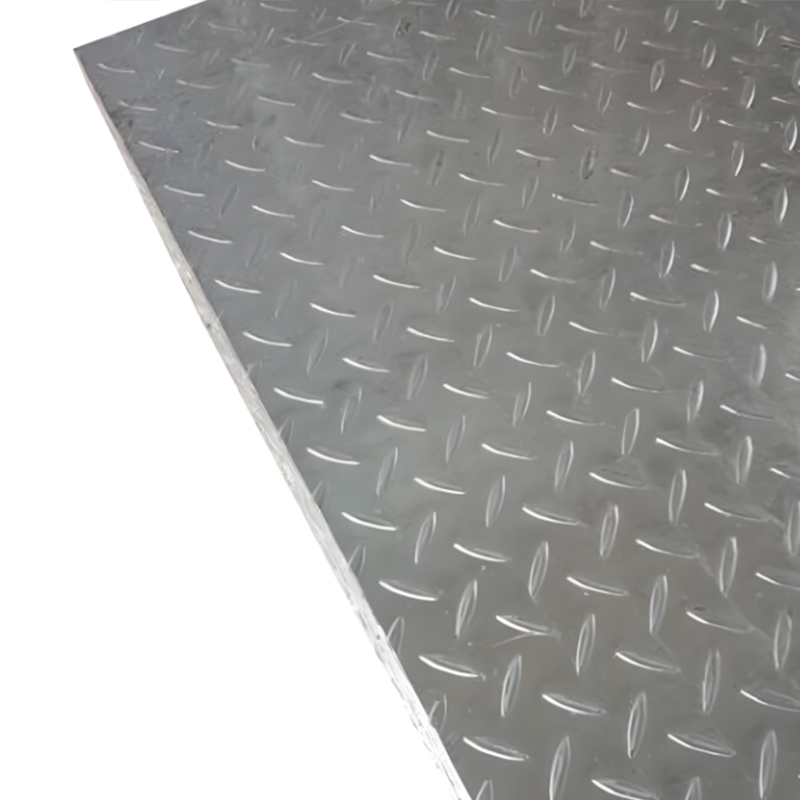
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
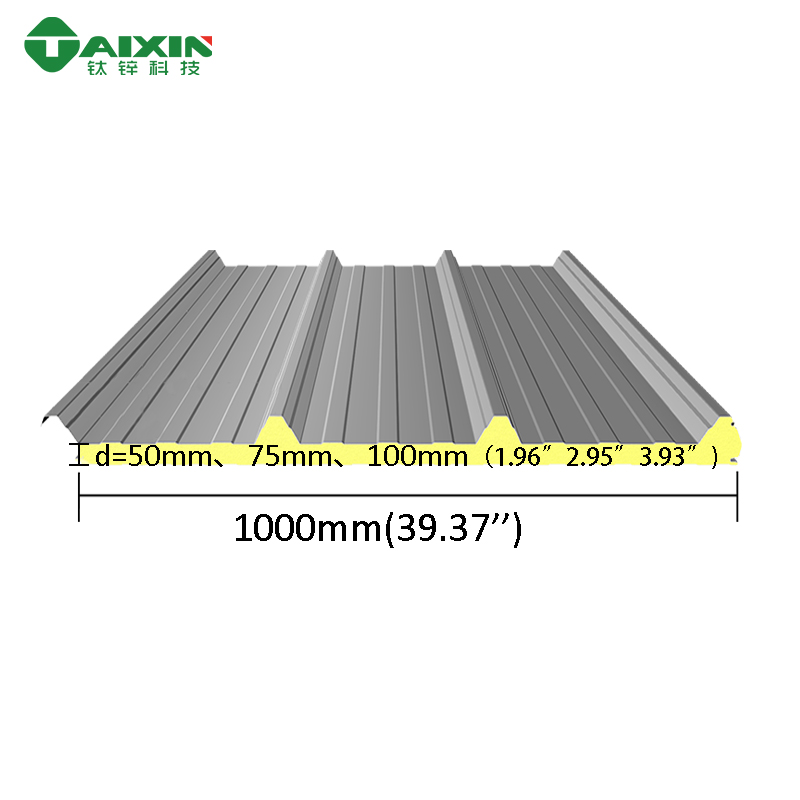 Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
 Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
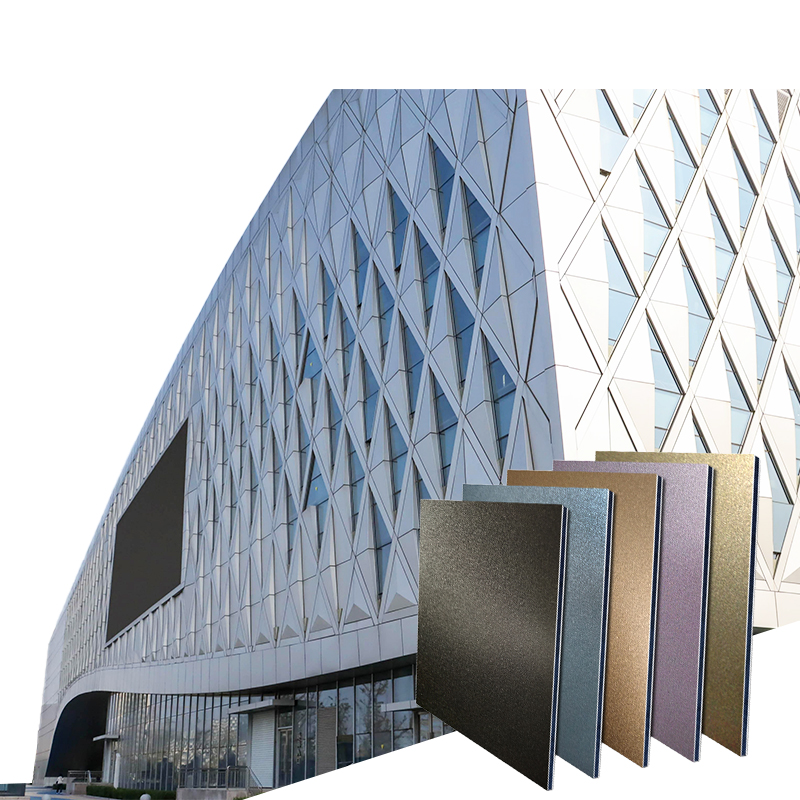 Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки
Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки -
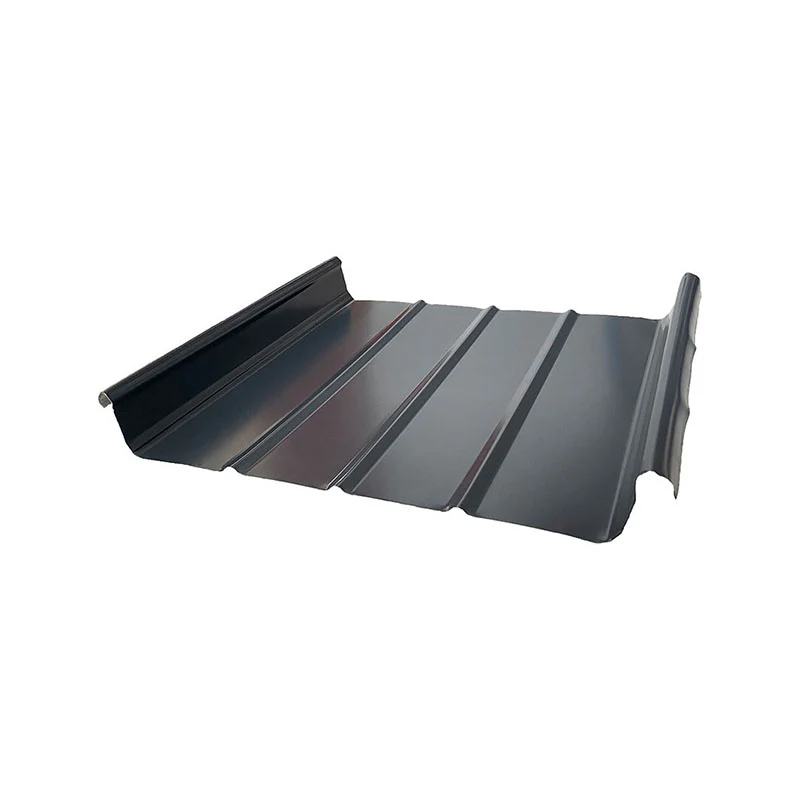 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Связанный поиск
Связанный поиск- Производители П-каналов
- Производитель расширяемых контейнерных номеров для гостиниц в Китае
- Производитель Z-образных профилей 555 купить
- Завод по производству модульных зданий
- Винты с шестигранной головкой с внутренним шестигранником завод
- Стальные конструкции в Китае
- Поставщики П-образных швеллеров
- Производители алюминиевых потолочных панелей
- Китайские производители оцинкованного листа №5
- Поставщики опорных и соединительных материалов

