

Завод по производству металлических водостоков
Если брать завод по производству металлических водостоков, многие думают — прокатал оцинковку, загнул края, готово. А на деле там десятки подводных камней, от которых зависит, будет ли система работать лет двадцать или начнёт течь через сезон.
Сырьё и его скрытые проблемы
Вот с оцинкованной сталью, например, кажется — бери любую, главное толщину выдержать. Но если цинковое покрытие неравномерное, через пару лет в местах сварки или гибки появятся рыжие потёки. Мы в 2018 году на одном объекте в Казани с этим намучились — пришлось менять партию водостоков после первых же дождей.
Сейчас чаще берём сталь с полимерным покрытием — типа пурала или пластизола. Но и тут есть нюанс: если толщина полимера меньше 50 мкм, при транспортировке на кромках появляются микротрещины. Проверяю всегда лично на приёмке — хоть и отнимает время, зато потом не разгребаем претензии.
Кстати, ООО Чэнду Тайсин Технолоджи как раз поставляет сталь с адаптированным под наш климат покрытием — их материал меньше 'устаёт' при перепадах температур. На их сайте https://www.titanzincsteel.ru есть технические отчёты по испытаниям, я иногда сверяю параметры.
Технологические провалы и находки
Помню, в 2020 пытались внедрить лазерную резку вместо гильотинных ножниц — думали, точность повысим. А оказалось, для водостоков это избыточно — кромка получалась слишком ровной, и замки хуже фиксировались. Вернулись к старому оборудованию, но с доработанными прижимными механизмами.
Соединительные узлы — отдельная головная боль. Если допуск по ширине лотка больше 0,5 мм, стыки начинают 'играть' на ветру. Пришлось ввести двойной контроль геометрии — после гибки и после нанесения перфорации.
А вот полимерное напыление на кронштейны оказалось удачным решением — снижает шум при ливнях. Хотя изначально рассматривали это просто как антикоррозийную защиту.
Монтажные реалии, которые не покажут в рекламе
Часто заказчики требуют делать уклоны 'как в учебнике' — 2-3 мм на метр. Но на длинных пролётах это приводит к провисам. Мы теперь используем ступенчатый уклон — на первых метрах 1,5 мм, дальше увеличиваем до 4 мм. Особенно критично для металлических водостоков с подогревом — там снег тает неравномерно.
Крепёж — отдельная тема. Нержавейка кажется идеальной, но она 'холодит' металл в местах контакта. Перешли на комбинированные кронштейны — стальное основание с полиамидной вставкой. Дороже, зато нет мостиков холода.
Самая частая ошибка монтажников — перетянуть хомуты на вертикальных трубах. Деформация всего на миллиметр приводит к замусориванию стыков. Приходится проводить инструктажи с демонстрацией последствий — покажешь разборку засорённой системы, и люди начинают понимать важность калиброванного момента затяжки.
Экономика, которую не учтёшь в смете
Казалось бы, чем толще сталь — тем долговечнее система. Но при толщине свыше 0,7 мм резко растёт нагрузка на кронштейны и фасад. Для большинства объектов оптимальна 0,5-0,6 мм с усиленными рёбрами жёсткости.
Отходы при раскрое — ещё один скрытый резерв экономии. Если проектировщик не учитывает стандартные ширины рулонов, перерасход может достигать 15%. Мы теперь всегда требуем предварительную карту раскроя от технологов.
Интересно, что ООО Чэнду Тайсин Технолоджи в своих исследованиях как раз акцентирует энергоэффективность — их сталь с многослойным покрытием действительно снижает теплопотери через водостоки. Для северных регионов это существенно.
Сезонные особенности производства
Летом при температуре в цехе выше +28°C полимерное покрытие становится слишком пластичным — приходится снижать скорость линии на 20%. Иначе на кромках образуются наплывы.
Зимой другая проблема — конденсат на металле перед покраской. Установили дополнительные тепловые завесы перед камерой напыления, но идеального решения пока нет — если металл прогреть слишком сильно, адгезия ухудшается.
Весенний спрос всегда обнажает слабые места в логистике. Особенно с длинномерами — водостоки длиной более 3 метров требуют специальных креплений в транспорте. Пришлось разработать многоразовые деревянные контейнеры вместо одноразовой упаковки.
Что в итоге определяет качество
Главное — не слепое следование ГОСТам, а понимание физики процесса. Например, расчёт сечения водостока по СНиП часто даёт заниженные значения для современных кровель с высокой скоростью водосбора. Мы добавили поправочный коэффициент 1,2 для крыш сложной геометрии.
Контроль качества на выходе — это не только замеры толщины. Обязательно тестируем узлы соединений на циклическое замораживание — тридцать циклов от +20 до -30, потом проверяем герметичность. Выбраковываем около 3% продукции, но это дешевле, чем рекламации.
В целом, завод по производству металлических водостоков — это всегда компромисс между технологичностью, стоимостью и долговечностью. Идеальных решений нет, есть оптимальные для конкретных условий. Как раз поэтому мы сотрудничаем с поставщиками вроде ООО Чэнду Тайсин Технолоджи — их исследования в области экологичных материалов помогают находить новые балансы.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
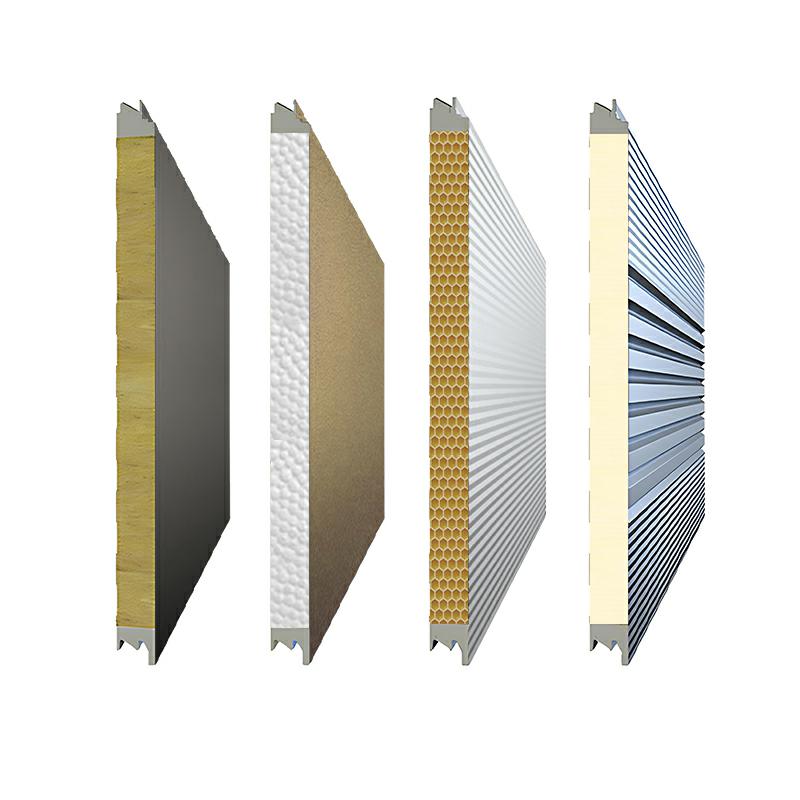
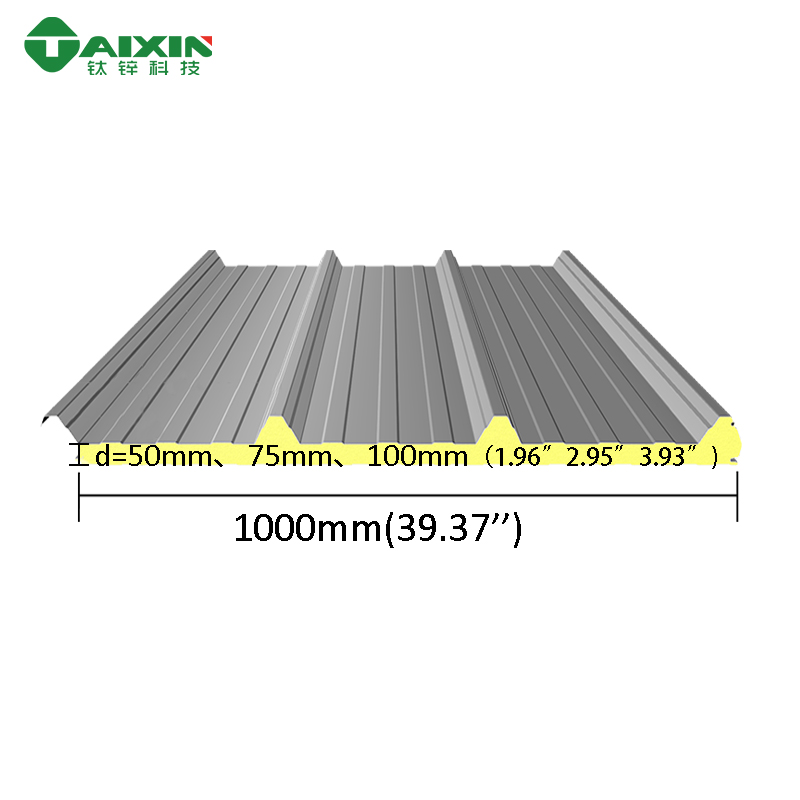 Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
 Профнастил
Профнастил -
 Металлические волнообразные профлисты
Металлические волнообразные профлисты -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
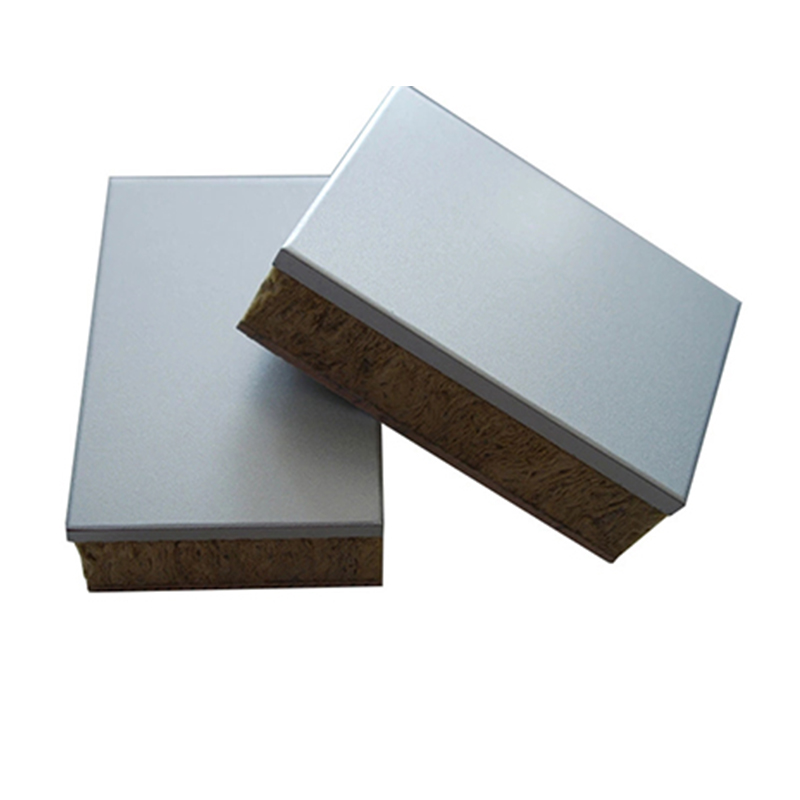 Термопанели для наружной изоляции
Термопанели для наружной изоляции -
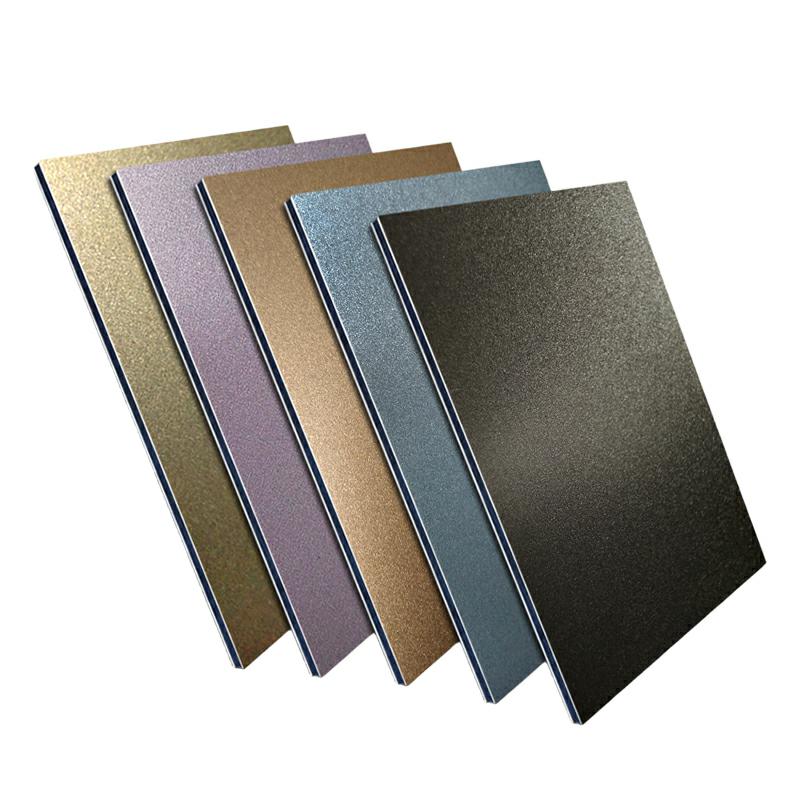 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
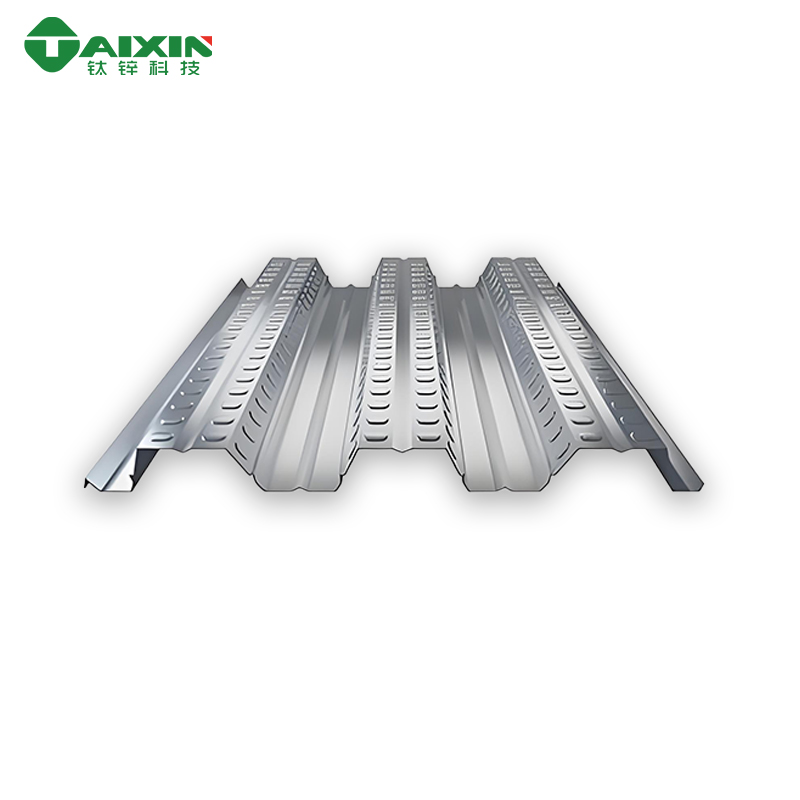 Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства
Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства -
 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
 Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая.
Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая. -
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России -
 Оцинкованные профилированные рулонные листы
Оцинкованные профилированные рулонные листы
Связанный поиск
Связанный поиск- Производство компрессионных плит
- Поставщики перфорированных листов из нержавеющей стали из Китая
- Производитель металлической облицовки стен
- Завод по производству круглых труб для ограждений
- Купить металлочерепицу с вертикальным кромкообрезом
- Китайский производитель углеродистой стали
- Покупка Z-каналов
- Завод по производству строительных металлоконструкций
- Изолированные кровельные панели из Китая
- Производители квадратных труб в Китае

