

Завод по производству металлических швеллеров
Когда говорят про завод по производству металлических швеллеров, многие представляют просто гильотинные ножи и прокатные станы. Но на деле здесь есть нюансы, которые не всегда очевидны даже для тех, кто работает в смежных отраслях. Например, многие упускают, что геометрия полок швеллера напрямую влияет на распределение нагрузки в строительных конструкциях – и это не просто теория, а то, с чем мы сталкивались при поставках для каркасов складских комплексов.
Технологические аспекты производства
На нашем производстве использовали два основных метода: горячую прокатку и холодное гнутье. Первый – для массовых партий стандартных серий, второй – когда нужны швеллеры с нестандартным углом полки. Помню, как в 2019 году пытались оптимизировать линию горячей прокатки под швеллер 20П – уменьшили скорость подачи заготовки на 15%, но столкнулись с проблемой неравномерного охлаждения. В итоге пришлось менять конфигурацию рольгангов, иначе в средней части профиля появлялись микротрещины.
Важный момент, который часто недооценивают – подготовка кромки. Мы перепробовали три типа зачистных станков, прежде чем остановились на немецком оборудовании с абразивными лентами. Российские аналоги давали неровный срез, что потом сказывалось при сварке в конструкции. Кстати, именно здесь пригодился опыт коллег из ООО Чэнду Тайсин Технолоджи – их методика контроля кромки для металлических ограждающих систем оказалась применима и к нашим швеллерам.
Сейчас многие гонятся за автоматизацией, но в случае с мелкими партиями швеллеров специального назначения иногда выгоднее сохранять полуавтоматические линии. Например, для швеллеров с перфорацией под коммуникации – там, где нужно регулярно менять шаблоны, полная роботизация только увеличивает время переналадки.
Сырье и его особенности
Работали в основном со сталью Ст3сп и 09Г2С. Вторую, конечно, предпочтительнее для ответственных конструкций – но здесь важно не переплатить. Как-то взяли партию 09Г2С с повышенным содержанием меди для эксперимента, думали улучшить коррозионную стойкость. Результат – при прокатке стали появляться задиры на валках. Пришлось срочно менять технологическую смазку.
Сейчас многие поставщики предлагают так называемую 'оптимизированную' сталь для холодного гнутья. На практике разница с обычной часто лишь в сертификатах. Проверяли на швеллерах 16У – при равных механических характеристиках разница в цене до 12% не оправдана. Хотя для изделий с толщиной стенки менее 3 мм действительно лучше брать специализированные марки.
Отдельная история – лом. При закупке вторичного сырья всегда требовали полный химический анализ каждой партии. Как-то пропустили партию с повышенным содержанием олова – потом три недели разбирались, почему готовые швеллеры 14П имеют неравномерную твердость по длине.
Контроль качества: между ГОСТ и реальностью
По ГОСТ 8240-97 допустимое отклонение по высоте швеллера – ±2 мм. Но для современных строительных систем это часто слишком грубо. Мы сами ввели внутренний стандарт ±1 мм после случая с монтажом вантовых конструкций – там даже миллиметровые расхождения приводили к проблемам со стыковкой.
Ультразвуковой контроль швов – тема отдельного разговора. Начинали с портативных дефектоскопов, но для массового производства пришлось устанавливать стационарные линии. Хотя и здесь есть нюанс: при толщине металла менее 4 мм УЗК дает погрешность до 15%. Для таких случаев сохранили выборочный металлографический анализ.
Самое сложное – контроль остаточных напряжений. После правки на роликовых машинах иногда возникают внутренние напряжения, которые проявляются только через месяцы. Разработали свою методику с термодатчиками – нагреваем контрольный образец до 150°C и отслеживаем деформации.
Специфика применения в строительных системах
Здесь как раз к месту опыт ООО Чэнду Тайсин Технолоджи в создании металлических ограждающих конструкций. Их подход к проектированию узлов крепления повлиял и на наше производство – начали выпускать швеллеры с усиленными полками для точек соединения.
Интересный случай был при работе с каркасом для вентилируемых фасадов. Заказчик требовал швеллеры с антикоррозионным покрытием, но при этом хотел сэкономить. Предложили комбинированный вариант: цинкование плюс полимерное покрытие только на наружных поверхностях. В итоге получили оптимальное соотношение цены и защиты.
Для многоэтажного строительства важна не только прочность, но и вес. Экспериментировали с облегченными швеллерами переменного сечения – технологически сложно, но для отдельных проектов оправдано. Правда, пришлось полностью перестраивать систему контроля геометрии.
Логистика и хранение: неочевидные сложности
Казалось бы, что сложного в складировании металлопроката? Но когда речь идет о швеллерах длиной 12 метров, даже их укладка требует специальных подкладок. Раньше использовали деревянные брусья, но они деформировались под нагрузкой. Перешли на полимерные прокладки переменной жесткости – дороже, но сохраняем геометрию продукции.
Транспортировка – отдельная головная боль. Для междугородних перевозок разработали схему крепления в большегрузных автомобилях с использованием стяжных ремней особой конфигурации. Обычные цепи повреждали защитное покрытие.
На складе внедрили систему ротации не по дате производства, а по партиям сырья. Это позволяет отслеживать возможные проблемы еще до отгрузки заказчику. Кстати, эту систему позаимствовали как раз у коллег из titanzincsteel.ru – у них аналогичный подход к хранению готовой продукции для строительных систем.
Экономика производства: что действительно важно
Многие считают, что главное в стоимости швеллера – цена стали. На практике энергоемкость процесса часто составляет до 40% себестоимости. После модернизации системы рекуперации тепла в 2021 году удалось снизить расходы на нагрев заготовок на 18% – это дало больше эффекта, чем все попытки договориться с поставщиками металла о скидках.
Утилизация окалины – еще одна статья, которую часто упускают. Раньше просто вывозили на полигоны, теперь продаем предприятиям для дорожного строительства. Небольшой, но стабильный дополнительный доход.
Самое дорогое в производстве – не оборудование, а оснастка. Формующие валки для горячей прокатки служат в среднем 3-4 месяца при интенсивной работе. Нашли поставщика, который делает их с наплавкой твердым сплавом – срок службы увеличился до полугода, хотя первоначальная стоимость выше на 25%.
Перспективы и направления развития
Сейчас вижу потенциал в производстве швеллеров из оцинкованной стали – спрос растет, особенно для быстровозводимых конструкций. Но здесь есть технологические ограничения: цинковое покрытие осложняет последующую сварку. Решаем эту проблему совместно с инженерами ООО Чэнду Тайсин Технолоджи, у них есть наработки в области специальных флюсов.
Еще одно направление – швеллеры с комбинированными свойствами. Например, с повышенной огнестойкостью для специальных объектов. Испытываем различные антипирены для нанесения на готовые изделия – пока лучшие результаты у составов на основе вермикулита.
Цифровизация тоже не обошла стороной. Внедряем систему маркировки каждой единицы продукции QR-кодами – от сырья до готового швеллера. Это позволяет отслеживать все параметры производства и оперативно реагировать на рекламации. Хотя, честно говоря, для небольших партий это пока избыточно.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
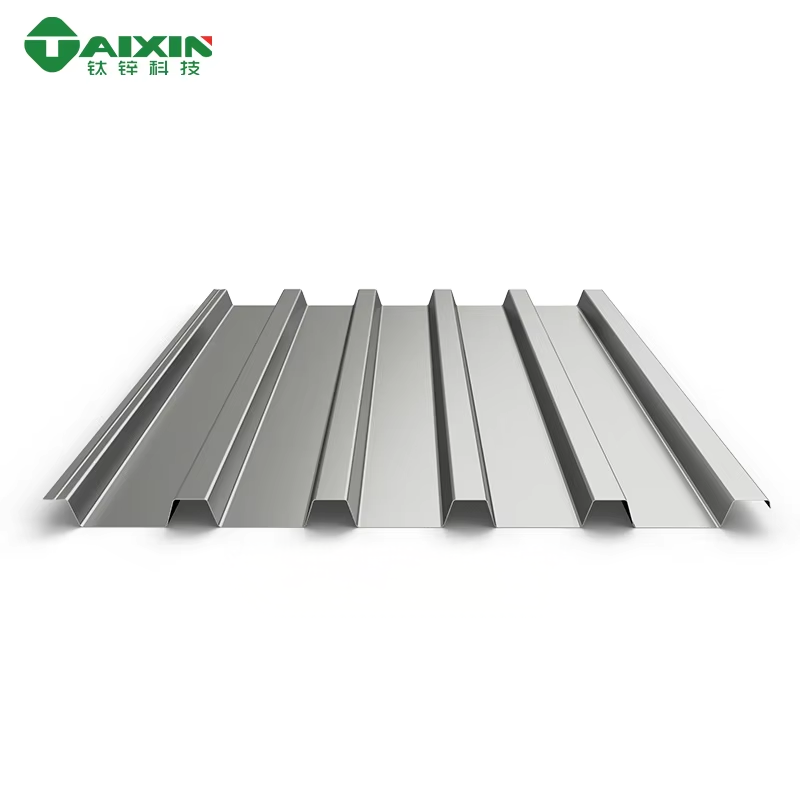 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Саморезы с буром
Саморезы с буром -
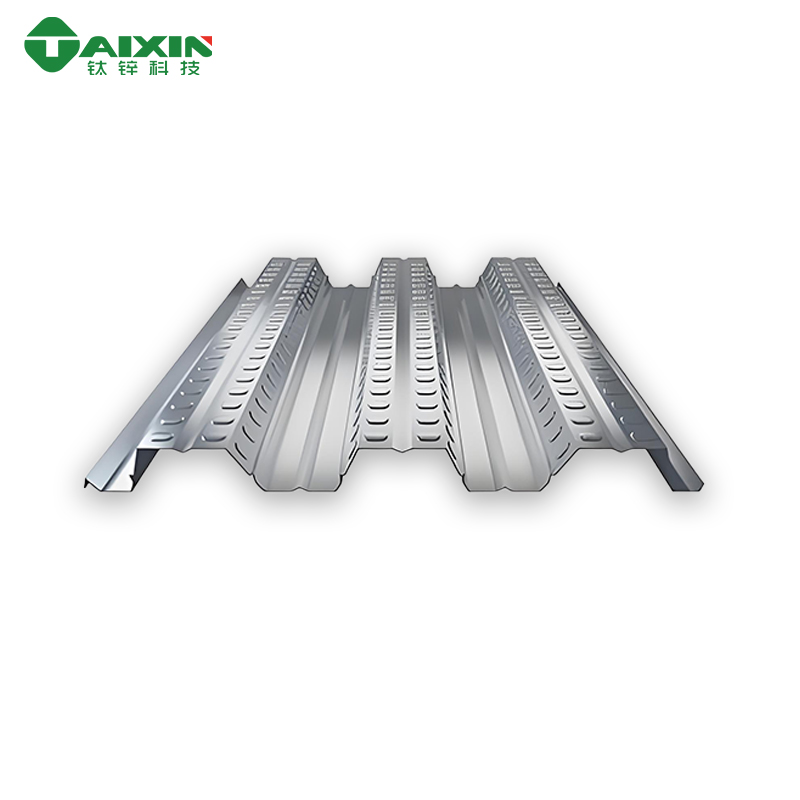 Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства
Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства -
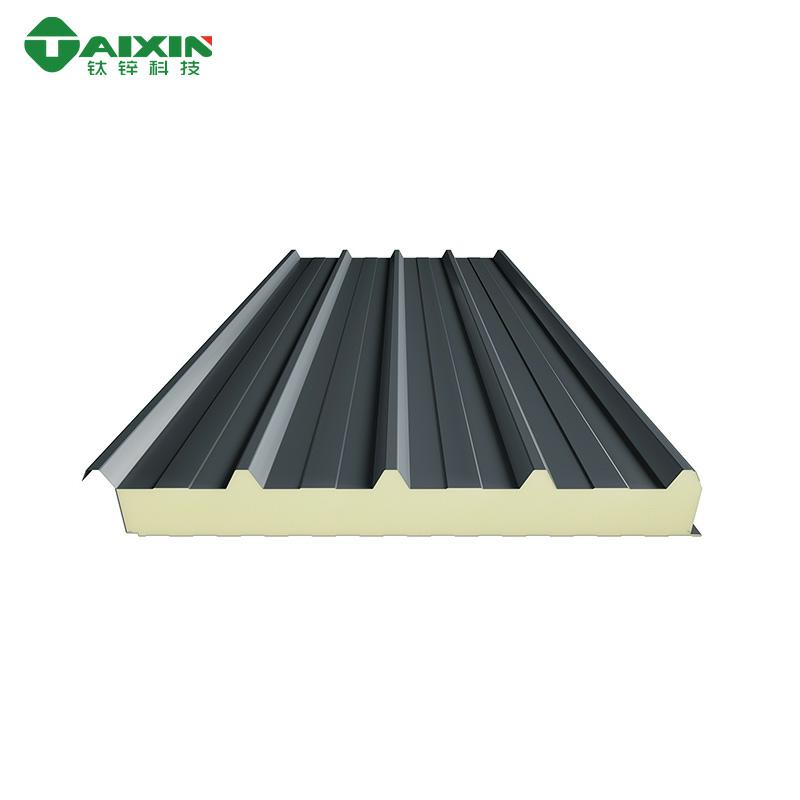
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества
Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества -
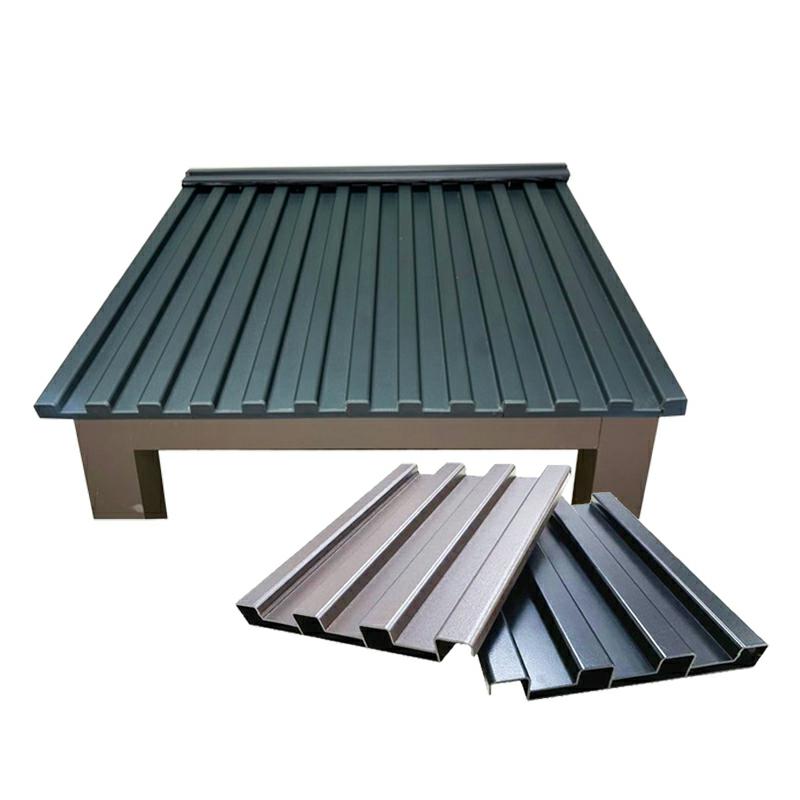
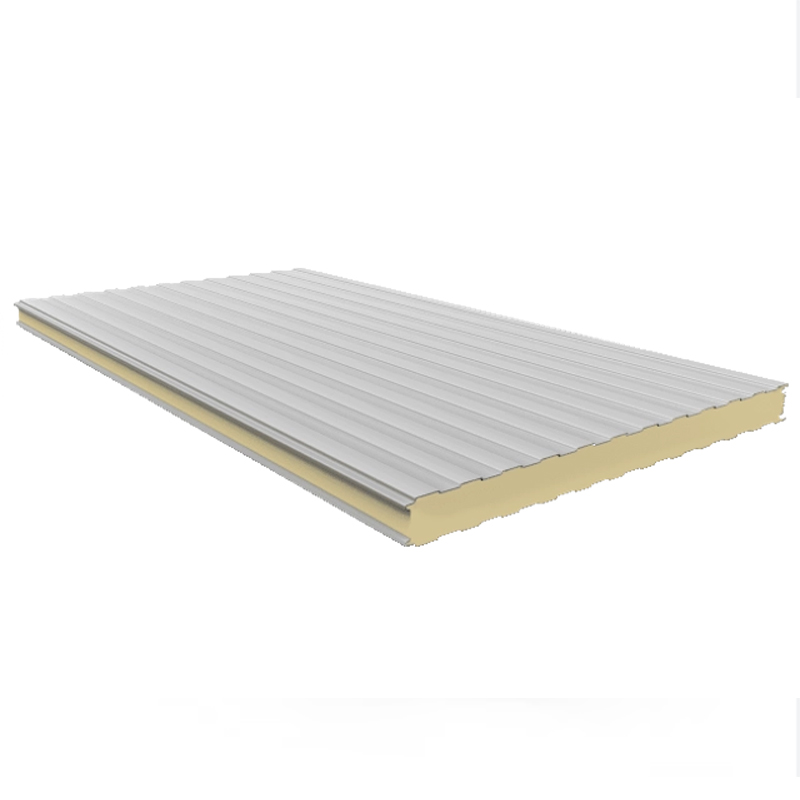
 Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки
Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки -
 Квадратная труба
Квадратная труба -
 Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий -
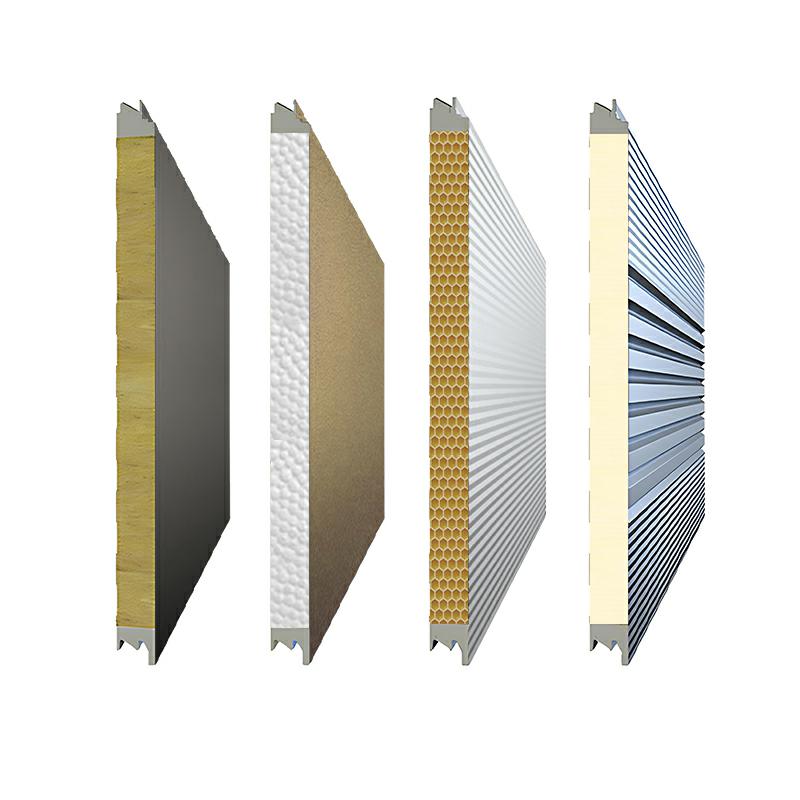 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
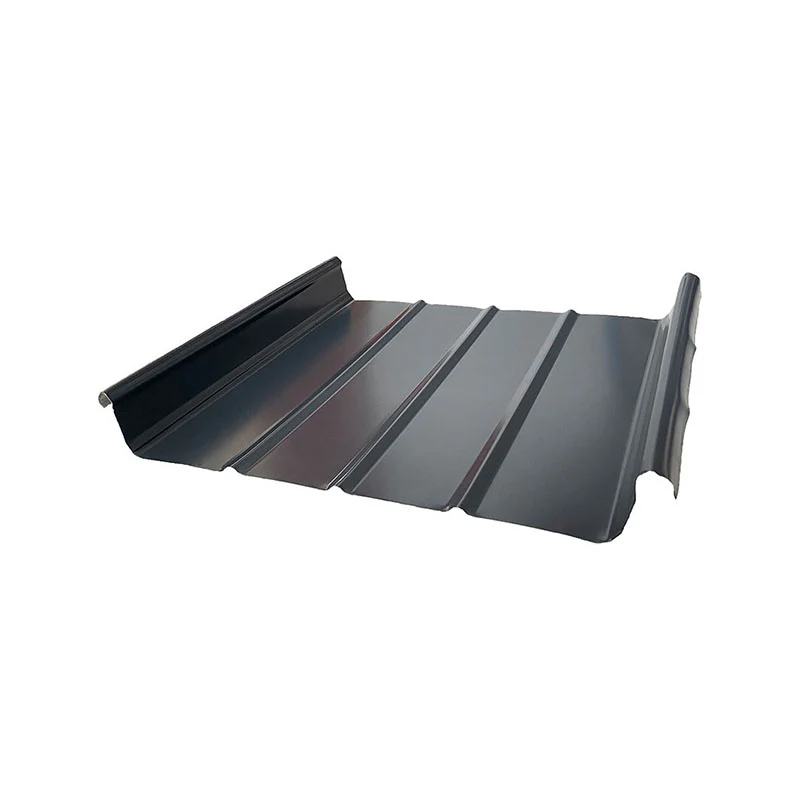 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава -
 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией
Холодильные сэндвич-панели Холодильные панели из пенополиуретана с высокой теплоизоляцией
Связанный поиск
Связанный поиск- Акустические перфорированные оцинкованные металлические панели в Китае
- Дренажный желоб из Китая
- Производитель металлических навесных фасадов
- Металлическое кровельное покрытие в Китае
- Купить модульное здание из коробок
- труба алюминиевая квадратная
- Поставщик металлических кровельных фризовых досок
- Поставщики металлических Z-профилей
- Производители ярких оцинкованных листов
- Производство профильных круглых труб

