

Завод по производству винтов DIN с круглой головкой
Когда слышишь про завод по производству винтов DIN с круглой головкой, многие сразу представляют конвейер с идеальными партиями. Но на деле — это история про то, как стандарты сталкиваются с реальными заказами. Например, те же DIN 7985 или DIN 965, где радиус под головкой и угол шлица могут ?поплыть? при серийном выпуске. Мы в своё время думали, что главное — выдержать геометрию, а оказалось, клиенты часто приходят с нестандартными запросами на покрытие или длину резьбы.
Где кроются сложности в производстве
Если брать классический завод по производству винтов DIN с круглой головкой, то первая проблема — это выбор материала. Не все понимают, что даже сталь С1022А, которую часто используют, может давать разные результаты по твёрдости после термообработки. У нас был случай, когда партия ушла с твёрдостью 22 HRC вместо 32–39 HRC — винты начали ?слизываться? при монтаже в стальные профили. Пришлось пересматривать режимы закалки и добавлять контроль на каждом этапе.
Ещё момент — это покрытие. Цинкование по ГОСТ 9.307–89 — это стандарт, но если клиент работает в агрессивной среде, например, в портовых конструкциях, то обычное цинкование не подходит. Мы пробовали переходить на цинк-ламельное, но столкнулись с тем, что оборудование не всегда равномерно наносит состав на резьбовую часть. В итоге часть партии вернулась с жалобами на коррозию в первых же месяцах эксплуатации.
И конечно, логистика. Казалось бы, что сложного в упаковке винтов? Но если речь идёт о крупных партиях для строительных объектов, то мешки по 25 кг — это риск деформации головок при транспортировке. Перешли на пластиковые кассеты, но это удорожание на 10–12%, которое не все заказчики готовы принимать.
Как связаны винты и металлоконструкции
Тут стоит упомянуть опыт ООО Чэнду Тайсин Технолоджи — их подход к металлическим ограждающим конструкциям показал, что винты с круглой головкой часто требуют адаптации под конкретные системы. Например, для тонкостенных профилей важно, чтобы резьба не ?рвала? материал, а это значит, что угол входа и шаг должны быть пересмотрены. Мы как-то делали партию под их проект — пришлось уменьшить шаг резьбы на 15%, чтобы избежать деформации стальных листов.
На их сайте titanzincsteel.ru видно, что они уделяют внимание энергоэффективности, а это накладывает требования и к крепежу. Например, винты для сборки сэндвич-панелей должны сохранять герметичность — тут важна не только геометрия головки, но и уплотнительные шайбы, которые часто идут в комплекте. Мы пробовали ставить EPDM-прокладки, но без калибровки момента затяжки они быстро теряли эластичность.
Кстати, их акцент на экологичных материалах — это не просто маркетинг. Когда мы перешли на цинкование без шестивалентного хрома, то столкнулись с тем, что покрытие хуже держалось на кромках резьбы. Пришлось дорабатывать технологию подготовки поверхности — увеличили время обезжиривания и добавили фосфатирование.
Ошибки, которые учат больше, чем успехи
Одна из наших крупных неудач — это заказ на винты DIN 7985 для фасадных систем. Мы сделали всё по стандарту, но клиент жаловался на люфт в соединениях. Оказалось, проблема была в том, что монтажники использовали шуруповёрты с высоким крутящим моментом — головки деформировались, хотя по паспорту всё было в норме. Пришлось вводить дополнительную проверку на стойкость к перетяжке — теперь тестируем партии на стендах с имитацией реальных условий.
Другая история — это попытка сэкономить на сырье. Купили сталь с меньшим содержанием углерода, думая, что термообработка исправит. Но винты стали ?мягкими? — при нагрузке на срез ломались в районе первого витка резьбы. Убытки перекрыли всю экономию, и с техём строго контролируем химсостав каждой поставки.
И ещё — никогда нельзя игнорировать человеческий фактор. Как-то раз оператор забыл сменить фильтры в гальванической линии — итог: пятна на покрытии и брак на 300 кг. Теперь у нас есть чек-листы, которые заполняются после каждой смены, и это снизило процент брака на 7%.
Почему стандарты — это не панацея
DIN — это хорошо, но в реальности часто приходится отступать от норм. Например, для завода по производству винтов DIN с круглой головкой важно понимать, что стандарты не учитывают все варианты эксплуатации. Мы как-то делали винты для сельхозтехники — там вибрационные нагрузки такие, что даже усиленная резьба не помогала. Пришлось экспериментировать с формой головки и добавлять контрящие элементы.
То же самое с размерами. DIN 965 предписывает определённый диаметр под головкой, но если крепление идёт в тонкостенный алюминий, то этот диаметр может создавать концентраторы напряжений. Мы в таких случаях рекомендуем клиентам переходить на винты с уменьшенной опорной поверхностью — но это уже не строго по стандарту.
Или вот пример из практики ООО Чэнду Тайсин Технолоджи — их металлические ограждающие конструкции часто требуют комбинированных решений. Например, винты с круглой головкой плюс пластиковые заглушки для эстетики. Но заглушки должны садиться плотно, а это значит, что допуск на головку должен быть уже не по DIN, а по спецификации заказчика. Мы научились гибко менять настройки штампов — иногда буквально на 0,1 мм, но это решает.
Что в итоге работает
Сейчас мы понимаем, что успех завода по производству винтов DIN с круглой головкой — это не столько точное следование стандартам, сколько умение адаптироваться. Например, для строительных компаний вроде ООО Чэнду Тайсин Технолоджи важны не только параметры винтов, но и совместимость с их системами. Мы начали предлагать тестовые партии под конкретные проекты — это дольше, но зато снижает риски на объекте.
Ещё важно не бояться менять процессы. Раньше мы делали контроль выборочно — сейчас перешли на 100% проверку головок и резьбы оптическими сканерами. Да, дороже, но зато последние полгода — ни одной рекламации по геометрии.
И конечно, коммуникация с заказчиком. Часто проблемы возникают из-за того, что инженеры на производстве и монтажники говорят на разных языках. Мы теперь проводим короткие брифинги по каждой крупной поставке — объясняем, какие моменты затяжки использовать, какие инструменты подходят. Мелочь, а спасает от возвратов.
Соответствующая продукция
Соответствующая продукция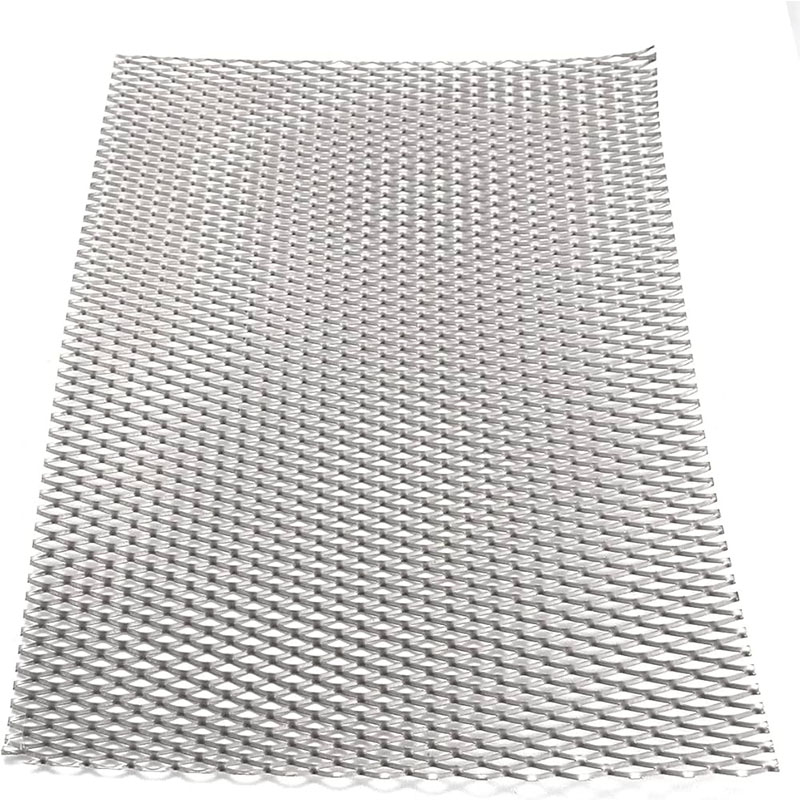




Самые продаваемые продукты
Самые продаваемые продукты-
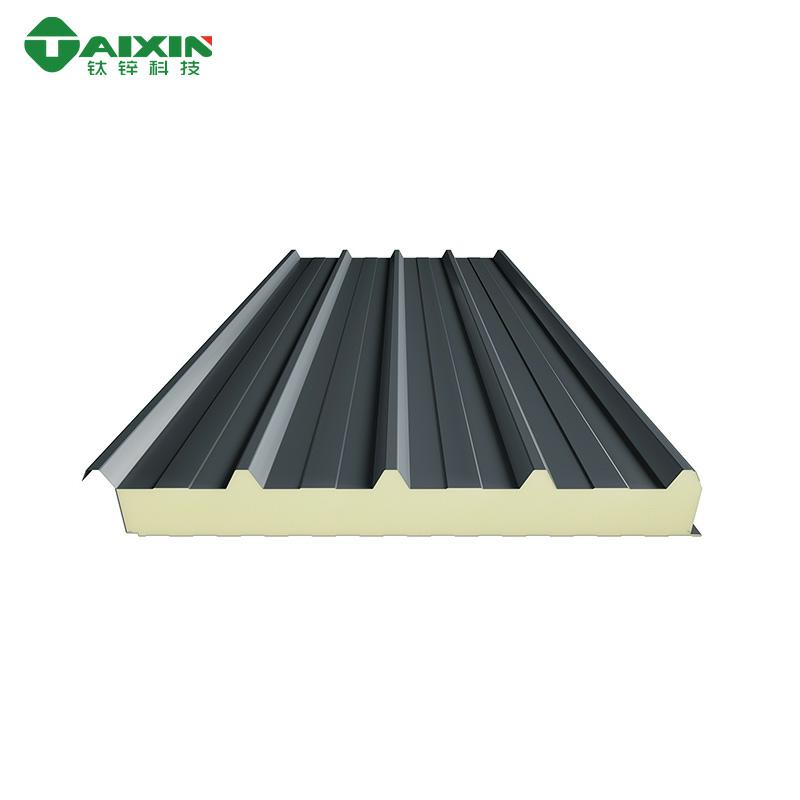 Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая.
Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая. -
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
 Саморезы с буром
Саморезы с буром -
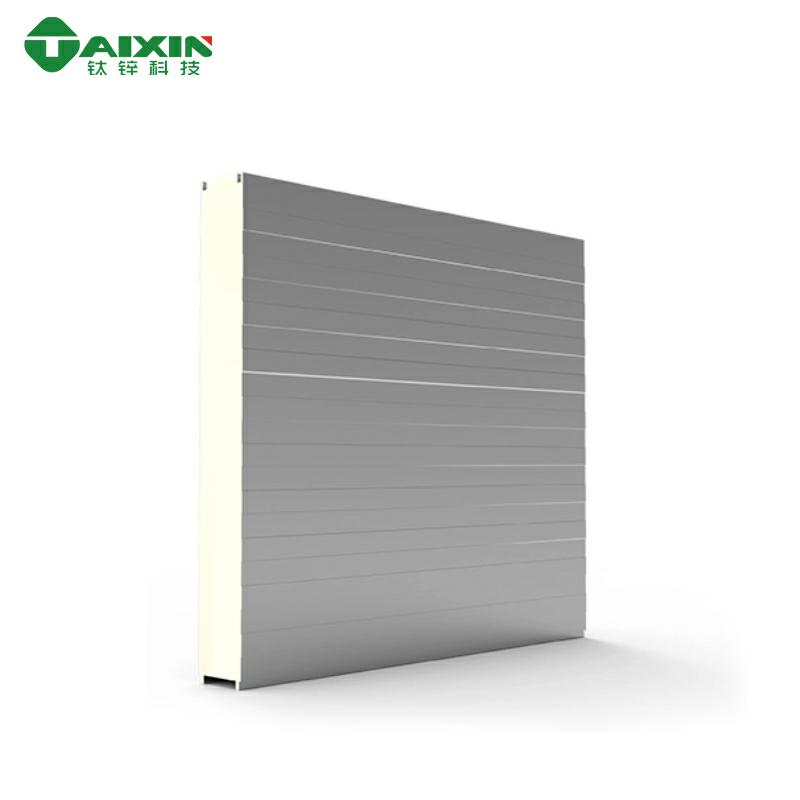
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Квадратная труба
Квадратная труба -
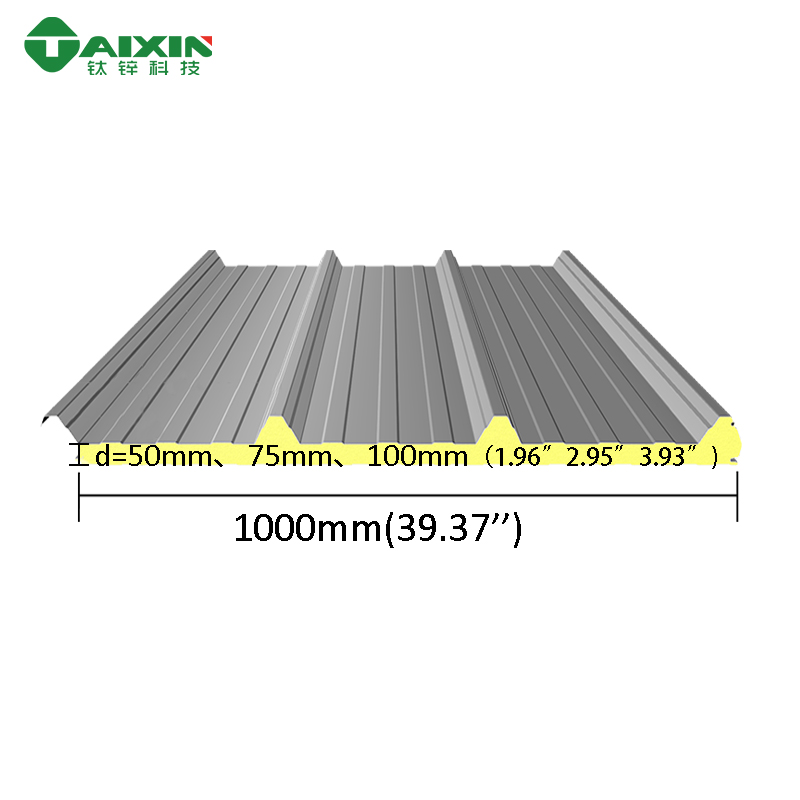 Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
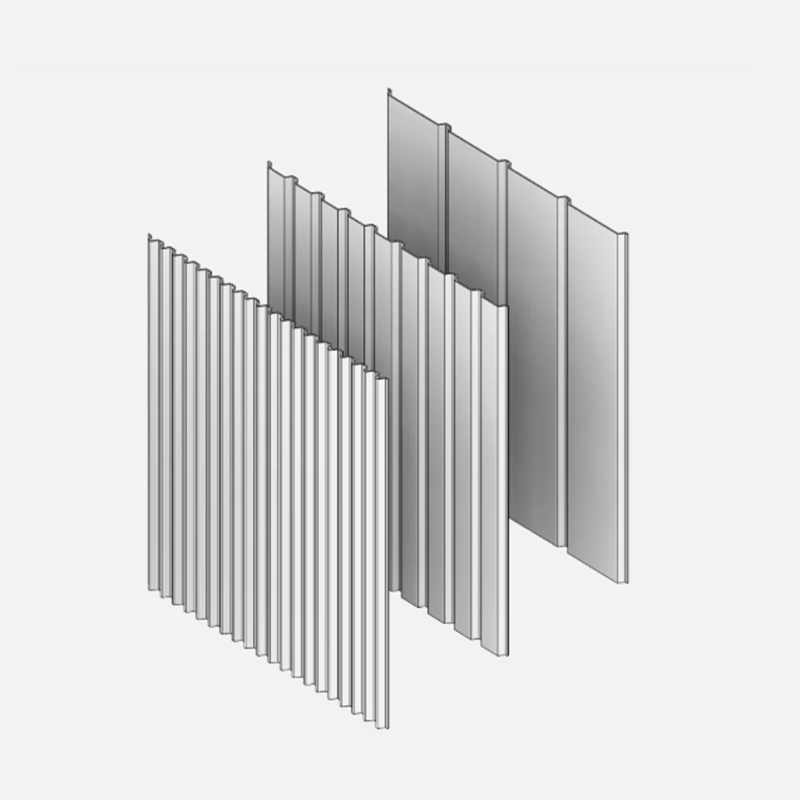 Система металлических навесных фасадов
Система металлических навесных фасадов -
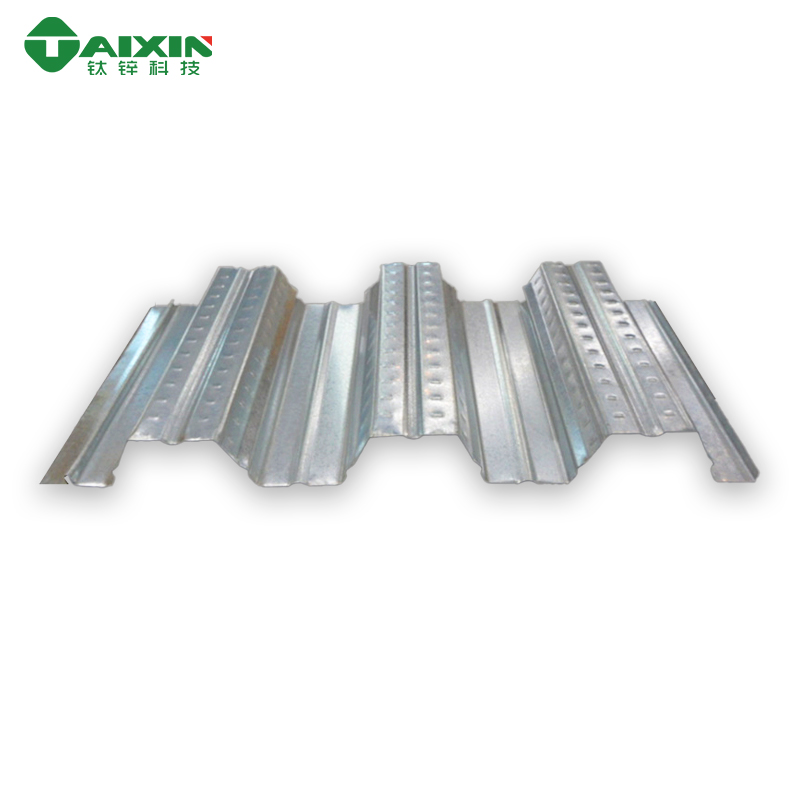
 Закрытый профлист для перекрытий
Закрытый профлист для перекрытий -
 Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества
Металлочерепица с каменным покрытием на основе оцинкованной стали: характеристики, применение и преимущества -
 Круглая труба
Круглая труба -
 Перфорированные листы с круглыми отверстиями
Перфорированные листы с круглыми отверстиями -
 Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Профилированный настил composite: Стальной каркас с бетонным наполнением, быстрая монтаж, для многоэтажных зданий
Связанный поиск
Связанный поиск- Поставщики С-образной балки
- Поставщики купившие Z-профили 50×50×50×2000 мм
- Производители U-образных швеллеров
- труба алюминиевая круглая
- Поставщики Z-профилей марки DKS
- Поставщики P-канальной стали из Китая
- Завод по производству водостоков 150
- Купить стеновую панель
- Завод по производству винтов с внутренним шестигранником и сырой головкой
- Производители которые покупают винты с полукруглой головкой M6

