

Завод по производству алюминия
Когда говорят про завод по производству алюминия, часто представляют гигантские плавильные цеха с раскалённым металлом – но главное начинается там, где стоит запах озона у электролизных ванн. По опыту знаю, что 70% проблем нового производства связаны не с технологиями, а с неверной оценкой коррозионной стойкости конструкций.
Электролиз: где экономия съедает бюджет
Наш первый проект в Красноярске чуть не провалился из-за банального – неправильной вентиляции в цехе электролиза. Инженеры предлагали стандартные вытяжки, но при -40°C зимой это создавало смертельные сквозняки над ваннами. Пришлось разрабатывать зонтичную систему с подогревом воздуха – дорого, но дешевле, чем останавливать линию.
Критично важно учитывать агрессивность фтористых соединений. Видел, как на одном из заводов в Урале алюминиевые шины крепили стальными кронштейнами – через полгода в местах контакта началось интенсивное разрушение. Казалось бы, мелочь, но такие 'мелочи' обходятся в миллионы рублей простоя.
Сейчас для новых проектов типа завода по производству алюминия в Братске мы используем решения от ООО Чэнду Тайсин Технолоджи – их композитные материалы для цехов электролиза показали себя лучше традиционных стальных конструкций. Особенно в узлах крепления газоотводящих трактов.
Литьё и прокат: где тонны превращаются в миллиметры
В литейном отделении главный враг – перепад температур. Помню, как на заводе по производству алюминия в Саяногорске пришлось переделывать систему охлаждения прокатных клетей три раза. Проектировщики не учли, что летом температура воды в оборотной системе поднимается до 28°C вместо расчётных 20°C.
Здесь важно не столько оборудование, сколько инфраструктура. Холодильные установки должны иметь 30% запас по мощности – это правило, выведенное кровью после аварии 2018 года, когда из-за жары остановилась линия горячей прокатки.
Для изоляции таких ответственных объектов мы применяем материалы с сайта titanzincsteel.ru – их сэндвич-панели сохраняют стабильность при постоянных термических нагрузках, что критично для цехов литья.
Энергетика: когда киловатты важнее технологии
Самый болезненный урок получили при запуске завода по производству алюминия в Волгограде – не предусмотрели пиковые нагрузки при одновременном включении электролизёров. Субстанция потребления энергии оказалась на 23% выше расчётной.
Сейчас всегда закладываем ступенчатый пуск с интервалом 15 минут между секциями. Да, это удлиняет запуск на 2-3 дня, но предотвращает штрафы от энергосистемы.
Интересно, что ООО Чэнду Тайсин Технолоджи как раз специализируется на энергоэффективных решениях – их материалы для обшивки подстанций позволяют снизить теплопотери на 17%, что для алюминиевого производства означает экономию 3-4% на энергоносителях.
Логистика сырья: неочевидные зависимости
Многие недооценивают, как влияет влажность глинозёма на процесс. На том же волгоградском заводе по производству алюминия пришлось строить дополнительный склад с климат-контролем – оказалось, что при влажности выше 8% резко возрастает расход фтористых солей.
Ещё один нюанс – пылеподавление. Мелкодисперсная пыль глинозёма проникает везде, включая электрощитовые. Применяем решения от титанцинкстеел – их герметичные панели для помещений с повышенными требованиями к чистоте воздуха.
Кстати, их сайт https://www.titanzincsteel.ru содержит полезные расчёты по нагрузкам – редко кто из поставщиков даёт такие детальные технические данные.
Экология: то, что стало дороже производства
Современный завод по производству алюминия – это в первую очередь система фильтров. После ужесточения нормативов в 2022 году затраты на газоочистку составляют до 15% капитальных вложений.
Самое сложное – уловить летучие фтористые соединения. Мокрые скрубберы эффективны, но создают проблему утилизации шламов. Сухие системы дороже, но в перспективе 5 лет оказываются выгоднее.
Здесь как раз пригодился опыт ООО Чэнду Тайсин Технолоджи в экологичных строительных материалах – их решения для зданий очистных сооружений позволяют избежать коррозии конструкций от агрессивных сред.
Персонал: люди против автоматики
Самая большая ошибка – полная автоматизация процессов. На запуске в Новокузнецке поставили систему, которая должна была сама регулировать состав электролита – в итоге за три месяца потеряли 12 электролизёров из-за сбоев датчиков.
Опытный оператор по цвету плазмы и звуку кипения определяет состояние ванны лучше любой автоматики. Но молодым специалистам это не объяснишь – приходится находить баланс между технологиями и опытом.
Для помещений КИПиА используем материалы с сайта титанцинкстеел – их панели обеспечивают стабильный микроклимат для чувствительной электроники, что снижает количество ложных срабатываний систем контроля.
Ремонтный цикл: то, о чём не пишут в инструкциях
Капитальный ремонт электролизёра – это всегда лотерея. Даже при одинаковом сырье и технологии каждая ванна 'стареет' по-своему. Научились предсказывать износ футеровки по косвенным признакам – например, по росту напряжения на одинаковой силе тока.
Самое уязвимое место – катодные шины. Их перегрев часто приводит к внеплановым остановкам. Сейчас пробуем комбинированные решения от ООО Чэнду Тайсин Технолоджи – их композитные конструкции лучше рассеивают тепло.
Вообще, если анализировать наш опыт, то успешный завод по производству алюминия – это не самое современное оборудование, а продуманная инфраструктура. Где каждая мелочь, вроде качества изоляции или коррозионной стойкости конструкций, влияет на итоговую себестоимость тонны металла.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
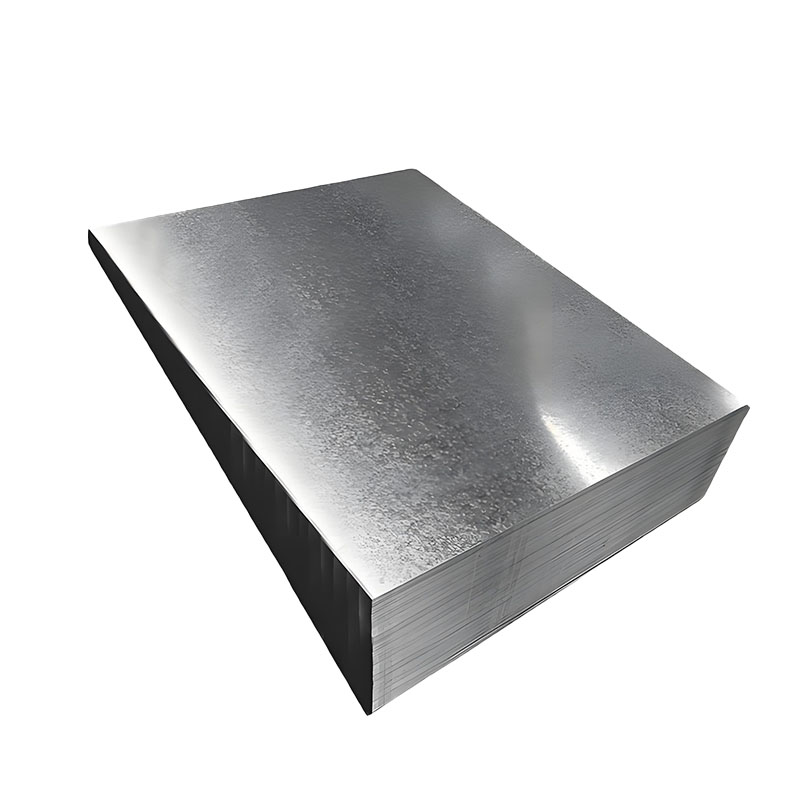 Алюмооцинкованные листы
Алюмооцинкованные листы -
 Квадратная труба
Квадратная труба -
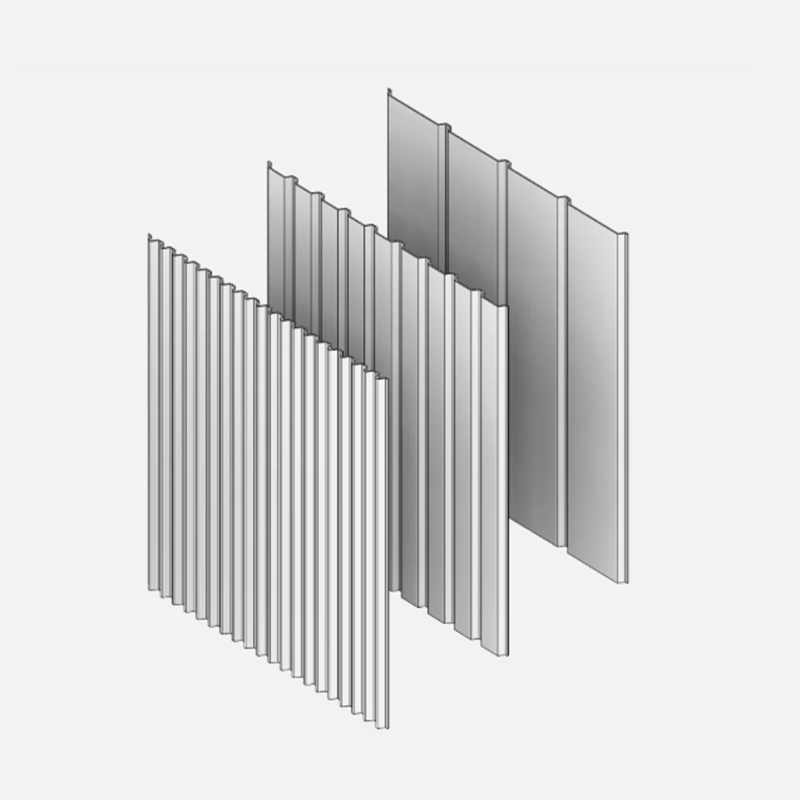 Система металлических навесных фасадов
Система металлических навесных фасадов -
 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава -
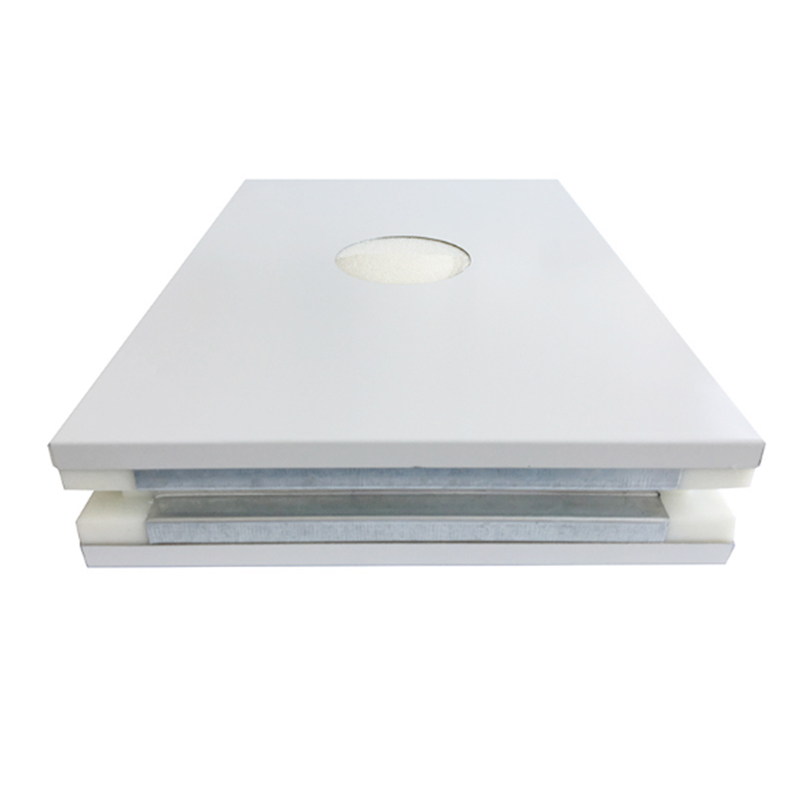
 Сэндвич-панели с окрашенной сталью
Сэндвич-панели с окрашенной сталью -
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Производитель/Производители -
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России -
 Декоративные композитные панели
Декоративные композитные панели -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
 Профнастил
Профнастил -
 Окрашенные стальные рулоны
Окрашенные стальные рулоны
Связанный поиск
Связанный поиск- Многослойная доска
- Производители стальных листов с алюминиево-цинковым покрытием в Китае
- Поставщики рулонов цветной стали из Китая
- Производитель гофрированных оцинкованных стальных листов
- Теплоизоляционная кровельная панель
- Производство архитектурных металлоконструкций в Китае
- Металлическая кровля в Китае
- ГОСТ стандарт круглой головкой винты из Китая
- Поставщики Z-профилей длиной 2000 мм
- Производитель перфорированных листов

