

Завод по производству алюминиевых перфорированных стеновых панелей
Когда слышишь про алюминиевые перфорированные панели, многие представляют просто листы с дырками. Но на деле — это сложная система, где каждая перфорация влияет на акустику, вентиляцию и даже на то, как крепится фасад. Мы в ООО Чэнду Тайсин Технолоджи через ошибки пришли к тому, что толщина материала и шаг перфорации должны рассчитываться не по шаблону, а под конкретный объект. Помню, в 2019 под Иркутском смонтировали панели с мелкой перфорацией — зимой их повело из-за конденсата. Пришлось переделывать с зазорами 15 мм и антикоррозийными заклёпками.
Технологические нюансы, которые не пишут в ГОСТ
Сырьё — вот где начинаются все проблемы. Брали китайский алюминий 3005-й серии — дешево, но при перфорации края отверстий рвались. Перешли на комбинацию 5005 и 5052, хотя это дороже. Важно: если перфорация больше 30% площади, нужен дополнительный отжиг. Мы это упустили в проекте для Казани — панели на высотке гудели при ветре. Исправили рёбрами жёсткости, но клиент до сих пор вспоминает нехорошо.
Лакокрасочное покрытие — отдельная история. Полиэстер хорош для умеренного климата, но для Урала или Дальнего Востока нужен PVDF. Один заказчик требовал матовое покрытие — оказалось, оно маскирует микротрещины после резки. Кстати, о резке: лазерная даёт чистый край, но дорогая, а гидроабразивная дешевле, но требует сушки. Мы обычно комбинируем — лазер для сложных форм, гидроабразив для типовых.
Перфорационные матрицы — их калибруем под каждую партию. Если диаметр отверстий от 2 до 10 мм, шаг меньше 4 мм ведёт к деформации. Проверили на стенде в цехе: при шаге 3 мм прочность падает на 18%. Поэтому для ветровых регионов используем только схемы с шахматным порядком и шагом от 5 мм.
Логистика и монтаж: что не расскажут менеджеры
Перевозка — бич всех тонкостенных изделий. Пробовали вертикальное хранение в фурах — экономично, но при разгрузке краном панели заминаются. Теперь грузим только горизонтально, с прокладками через каждые 60 см. Для международных поставок (например, в Казахстан) используем вакуумную упаковку — защищает от влаги в пути.
На объекте главное — не спешить с креплением. Если монтировать при температуре ниже -5°C, алюминий становится хрупким. Был случай в Новосибирске: рабочие закрутили саморезы при -10° — через месяц появились микротрещины вокруг точек крепления. Пришлось демонтировать весь фасад. Теперь в паспорте изделия пишем жёсткие температурные ограничения.
Инструмент — кажется мелочью, но это критично. Использовали ударные шуруповёрты — вибрация нарушала геометрию перфорации. Перешли на динамометрические с ограничением усилия. Для высотных работ разработали систему направляющих из нержавейки — снижает риск перекоса.
Экономика производства: где можно и где нельзя экономить
Оборудование — китайские линии дешевле, но для перфорации нужна точность. Немецкие прессы Müller Weingarten дают погрешность 0,1 мм, но их обслуживание в России дорогое. Нашли компромисс: базовые операции на китайском оборудовании, финишная обработка — на японском (Amada).
Отходы — при раскрое теряется до 12% материала. Внедрили систему Nesting — снизили потери до 7%. Обрезки пускаем на декоративные элементы или продаём как сувенирную продукцию (благо, перфорация выглядит стильно).
Энергозатраты — самая большая статья расходов. Пресс потребляет 30 кВт/ч, а лакокрасочная линия — ещё 50. Установили рекуперацию тепла от печей полимеризации — экономим около 200 тыс. рублей в месяц.
Кейсы и провалы: что научило нас больше всего
Успешный проект — бизнес-центр в Москве. Заказчик хотел комбинированные панели с разной перфорацией для разных этажей. Сделали 3D-модель, просчитали ветровые нагрузки. Получилось, но пришлось разработать индивидуальные кронштейны — типовые не подошли.
Провал — склад в Ростове-на-Дону. Сэкономили на анодировании — через год появились потёки. Разбирали конструкцию, чистили, наносили покрытие заново. Убыток — около 2 млн рублей. Вывод: никогда не экономить на предварительной обработке поверхности.
Нестандартный заказ — панели для вентилируемого фасада с скрытыми креплениями. Пришлось проектировать специальные замки — они держат нагрузку, но требуют ювелирной точности при монтаже. Теперь предлагаем такой вариант только опытным бригадам.
Перспективы и тупиковые ветви
Сейчас экспериментируем с перфорацией, которая меняет геометрию в зависимости от угла падения света. Технология интересная, но пока дорогая — на 40% выше стандартной. Возможно, будет востребована в премиальном сегменте.
Пробовали делать панели с двойной перфорацией (разный диаметр с двух сторон) — для акустических помещений. Звукопоглощение хорошее, но сложность производства не окупается. Отложили до появления более дешёвых технологий резки.
Экологичность — тренд, но не панацея. Переработанный алюминий дешевле, но его структура нестабильна для тонкой перфорации. Используем только в элементах без перфорации или с крупными отверстиями.
Почему мы не работаем по шаблону
Каждый объект уникален — ветровые нагрузки, температурные перепады, агрессивность среды. В ООО Чэнду Тайсин Технолоджи мы отказались от типовых решений после серии неудач. Теперь каждый заказ начинается с выезда инженера на объект — даже если это дорого.
На сайте https://www.titanzincsteel.ru мы честно пишем про ограничения — например, не рекомендуем перфорированные панели для цокольных этажей без дополнительной защиты. Лучше потерять заказ, чем потом разбирать брак.
Главный урок: в этом бизнесе нельзя доверять только расчётам. Натурные испытания — вот что спасает. Держим на складе образцы всех модификаций, тестируем их в реальных условиях. Как говорится, одна панель на стенде стоит десяти отчётов.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Закрытый профлист для перекрытий
Закрытый профлист для перекрытий -
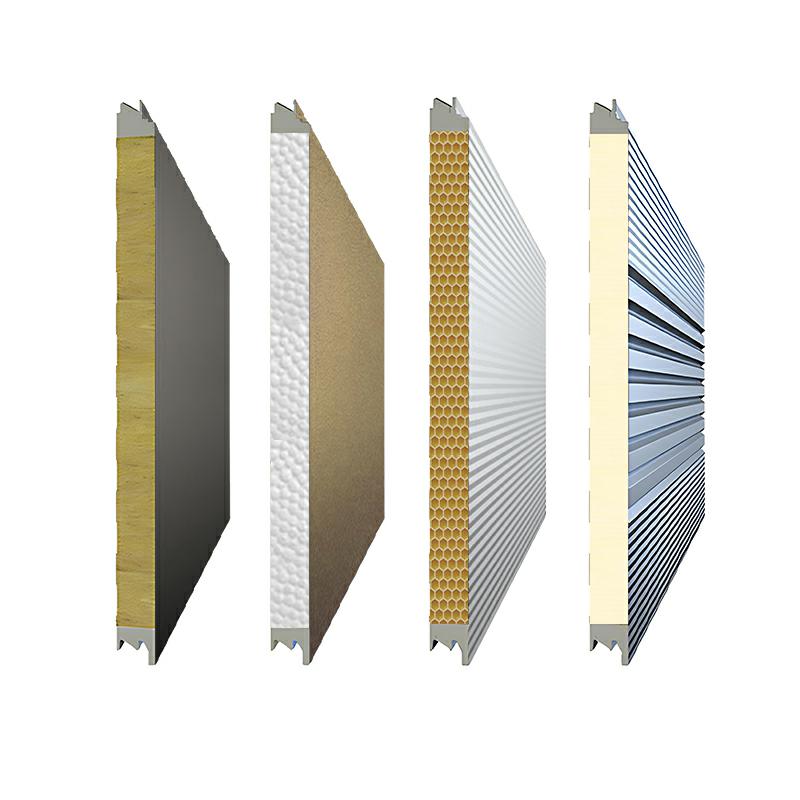
 Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
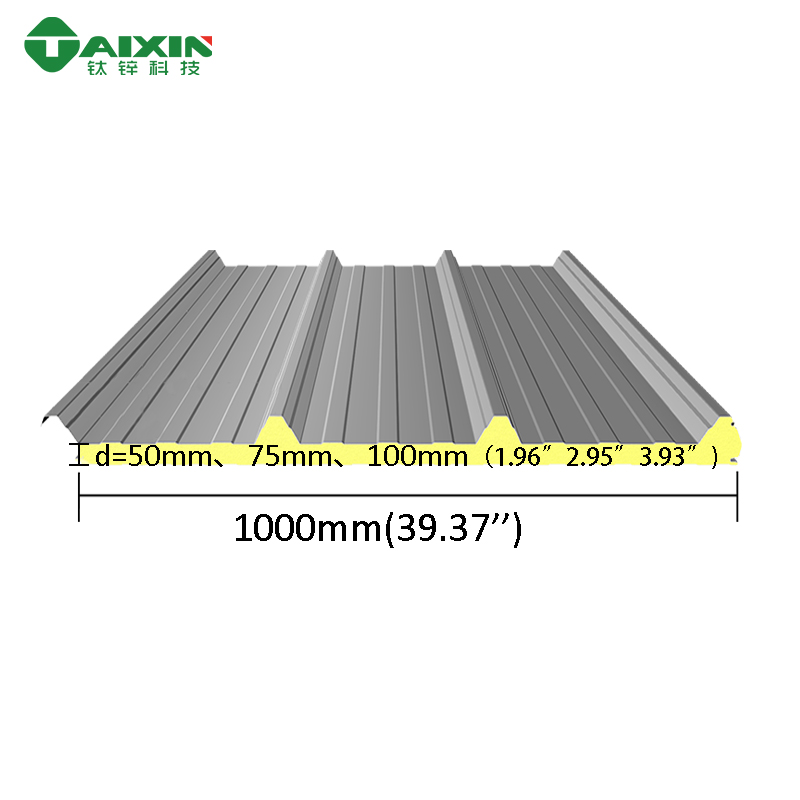 Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Сэндвич-панель: Кровельная сэндвич-панель из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
 Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества
Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества -
 Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций
Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций -
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
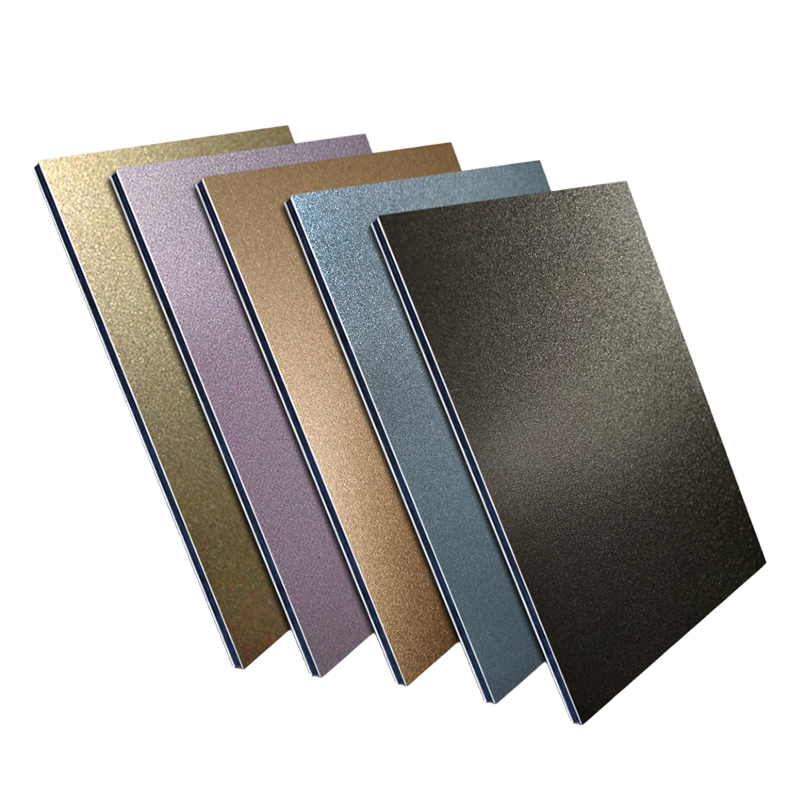 Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов
Высококачественная Алюминиевая композитная панель: Прочность, эргономичность и стиль для любых проектов -
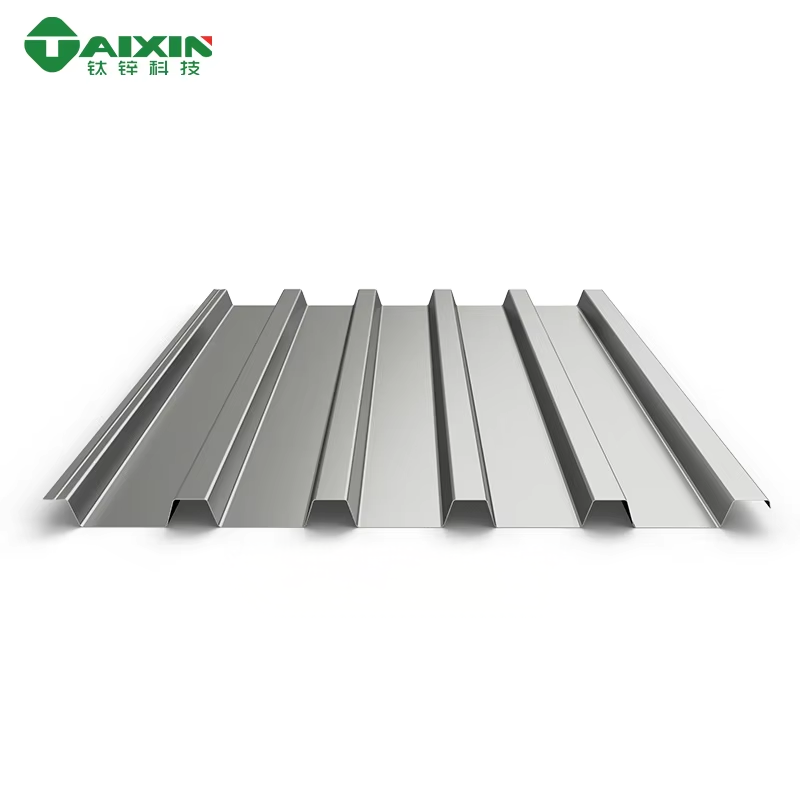 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели -
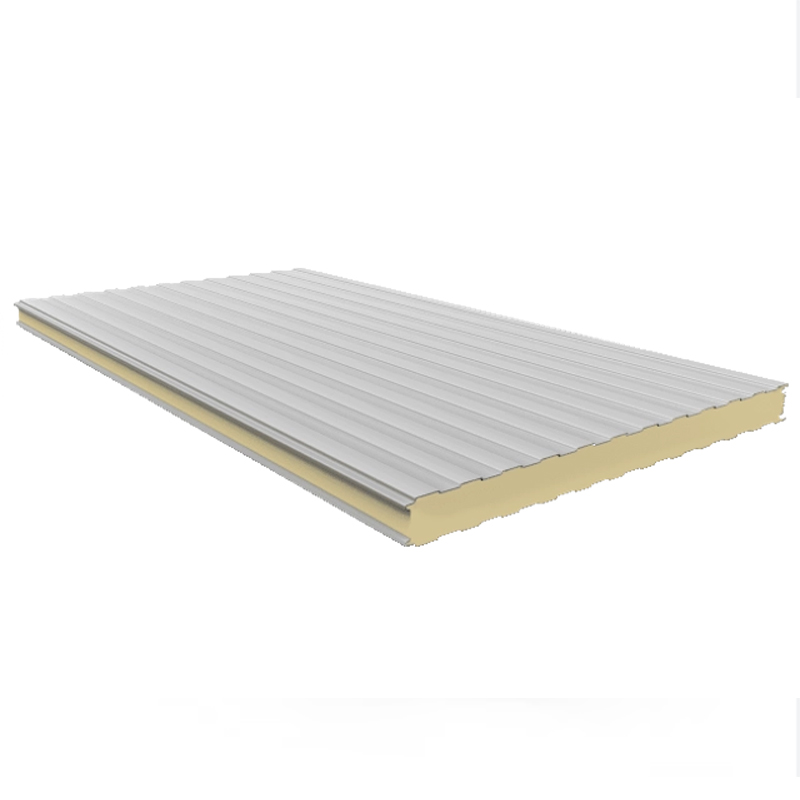 Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер
Холодильные сэндвич-панели с металлической поверхностью — для морозильных и холодильных камер -
 Холоднокатаная стальная лента
Холоднокатаная стальная лента
Связанный поиск
Связанный поиск- Поставщики оцинкованного стального листа
- Производители винтов с шестигранной головкой
- Поставщики комбинированных профилей S-Z
- Завод по производству металлической облицовки стен
- Производитель сэндвич-панелей для модульных зданий
- Китайская цветная стальная плитка
- Купить горячеоцинкованный тисненый оцинкованный стальной лист
- Поставщики тонкостенных круглых труб
- винты нержавеющие с полукруглой головкой
- модульные здания из сэндвич

