

Завод по производству алюминиевого перфорированного листа
Когда слышишь ?завод по производству алюминиевого перфорированного листа?, большинство представляет конвейер с идеальными рядами отверстий. На деле же — это постоянная борьба с деформацией кромок при резке и вечные споры с технологами о допустимом отклонении перфорации. Скажем, если для фасадных работ разброс в 0,3 мм ещё терпим, то для фильтровальных установок — уже брак.
Где рождается непонимание специфики
Многие заказчики до сих пор путают алюминиевый перфорированный лист с оцинкованным, не понимая, что разница в пластичности материала диктует разный подход к штамповке. Помню, в 2019 году пришлось переделывать партию для логистического центра — заказчик настаивал на шаге перфорации 5 мм, но при растяжении листы ?плыли?. Пришлось экспериментально подбирать схему крепления каркаса.
Кстати, о температурном расширении. В проекте для нефтехранилища в ХМАО перфорацию пришлось смещать на 2% от расчётной — иначе при -50°C напряжения разрывали крепёжные узлы. Такие нюансы не найдёшь в ГОСТах, только в полевых отчётах.
Особенно раздражает, когда маркетологи называют любую перфорацию ?акустической?. Да, отверстия диаметром 1,2-2 мм с шахматным расположением поглощают шум, но без расчёта резонансных частот это просто дырки в металле. Мы как-то потратили три недели на подбор схемы для студии звукозаписи — оказалось, нужно комбинировать три типа перфорации с разной глубиной штамповки.
Оборудование, которое не хвалят в каталогах
Наш цех использует линии б/у из Германии, но главная гордость — самодельный калибровочный станок с гидроприводом. Стандартные установки не могут одновременно контролировать усилие штампа и скорость подачи — при тонкостенных листах (0,5-0,8 мм) это критично. Кстати, у ООО Чэнду Тайсин Технолоджи на https://www.titanzincsteel.ru есть любопытные кейсы по адаптации линий для сэндвич-панелей — их опыт мы частично переняли для работы с ребристыми поверхностями.
Частая проблема — заусенцы на тыльной стороне. Решение нашли случайно: добавили этап криогенной закалки пуансонов. Не уверен, что это универсальный метод, но для алюминиевых сплавов 3000-й серии работает. Хотя стоимость оснастки выросла на 15%.
Самое сложное — перфорация гофрированных листов. Пришлось разрабатывать плавающие держатели инструмента, где каждый пуансон имеет индивидуальный ход. Без этого до 30% материала уходило в отходы из-за перекосов.
Когда математика расчётов сталкивается с реальностью
По учебникам, прочность перфорированного листа рассчитывается через коэффициент ослабления сечения. Но на практике отверстия диаметром свыше 20% от ширины полотна создают концентраторы напряжений, не учитываемые в стандартных формулах. Для ветровых нагрузок в высотных зданиях мы эмпирически вывели поправочный коэффициент 1,7 — спорили с экспертизой два месяца.
Интересный случай был с заказом для бассейна — требовались листы с перфорацией 60% для вентиляции, но с сохранением жёсткости. Пришлось делать зональное уплотнение pattern’а: в центре шаг 8 мм, по краям 4 мм. Кстати, именно тогда оценили подход ООО Чэнду Тайсин Технолоджи к энергоэффективным решениям — их расчёты по теплопотерям через перфорированные фасады частично использовали при разработке.
Запомнился провал с антикоррозийным покрытием. Нанесли полимерный состав до перфорации — после штамповки в местах деформации появились микротрещины. Пришлось переходить на двухэтапную обработку, что увеличило себестоимость на 12%. Теперь всегда тестируем на образцах с имитацией старения.
Нетипичные применения, которые работают
Неожиданно востребованными оказались листы с асимметричной перфорацией для систем отопления — чередование отверстий 3 мм и 8 мм создаёт турбулентность воздушных потоков. Монтажники сначала возмущались, но потом отметили рост КПД на 17%.
Для сельхозтехники разработали вариант с переменным шагом — в зонах повышенных нагрузок перфорация уплотняется. Это снизило вибрацию комбайновых копнителей на 23%, хотя изначально решение предлагалось для декоративных решёток.
Сейчас экспериментируем с перфорацией для систем сбора дождевой воды. Наклонные отверстия диаметром 1,5 мм снижают засорение фильтров, но пока не решён вопрос с обледенением. Возможно, позаимствуем технологии у производителей вентилируемых фасадов — у тех же китайских коллег из ООО Чэнду Тайсин Технолоджи есть наработки по обледенению перфорированных поверхностей.
Что остаётся за кадром спецификаций
Нигде не пишут, что транспортировка перфорированных листов требует спецкреплений — стандартные стропы повреждают кромки отверстий. Разработали магнитные прокладки с мягкими вставками, но это ещё +8% к логистике.
Упаковка — отдельная головная боль. Плёнка с антиконденсатными добавками обязательна, иначе в порту появляются очаги коррозии. Один раз потеряли партию для ОАЭ из-за конденсата в трюме — теперь всегда страхуем риски.
Самое важное: никогда не соглашайтесь на ?примерно такие же параметры?. Клиент принёс образец с перфорацией под углом 82° — мы сделали под 90°. Разница в 8° дала совершенно другую акустику и светопропускание. Теперь в договоре прописываем трёхмерное сканирование эталона.
Вместо эпилога: почему это не просто дырявый металл
За 12 лет работы убедился: завод по производству алюминиевого перфорированного листа — это не про штамповку, а про умение слушать материал. Алюминий сплава 5754 по-разному ?дышит? при штамповке в зависимости от направления проката, и это влияет на долговечность конструкций.
Современные тенденции — не в увеличении сложности паттернов, а в адаптивности. Как раз ООО Чэнду Тайсин Технолоджи в своих исследованиях показывает, что вариативная перфорация повышает энергоэффективность зданий на 14-18%. Мы проверяли на тестовом павильоне — цифры близки.
Главный урок: никогда не экономьте на пробных образцах. Лучше потратить неделю на испытания, чем потом разбирать смонтированный фасад из-за свиста при ветровой нагрузке. Хотя пару раз именно такие аварийные ситуации подсказали неочевидные технические решения.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки
Алюминиевая композитная панель: नवаторский дизайн и надежность для внешней и внутренней отделки -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Алюминиево-композитные панели для фасадов и интерьеров — Надёжность и стиль
Алюминиево-композитные панели для фасадов и интерьеров — Надёжность и стиль -
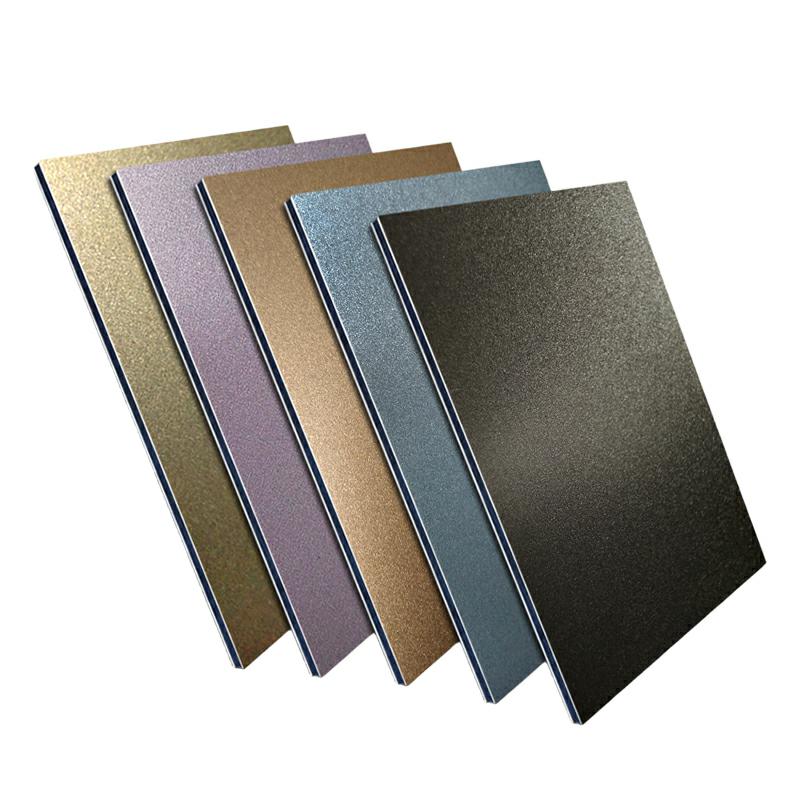 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая -
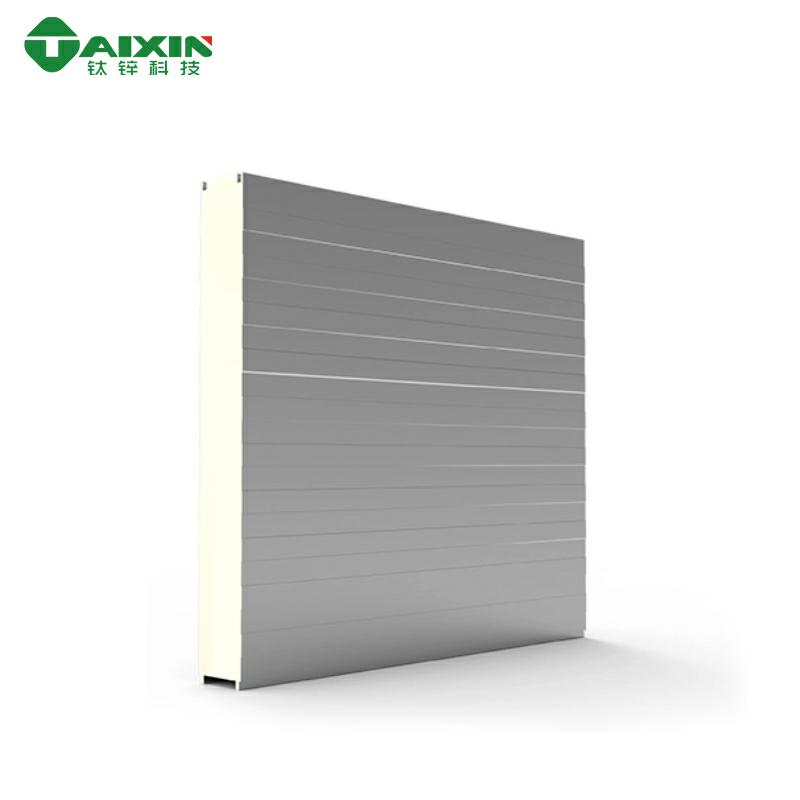 Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций
Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций -
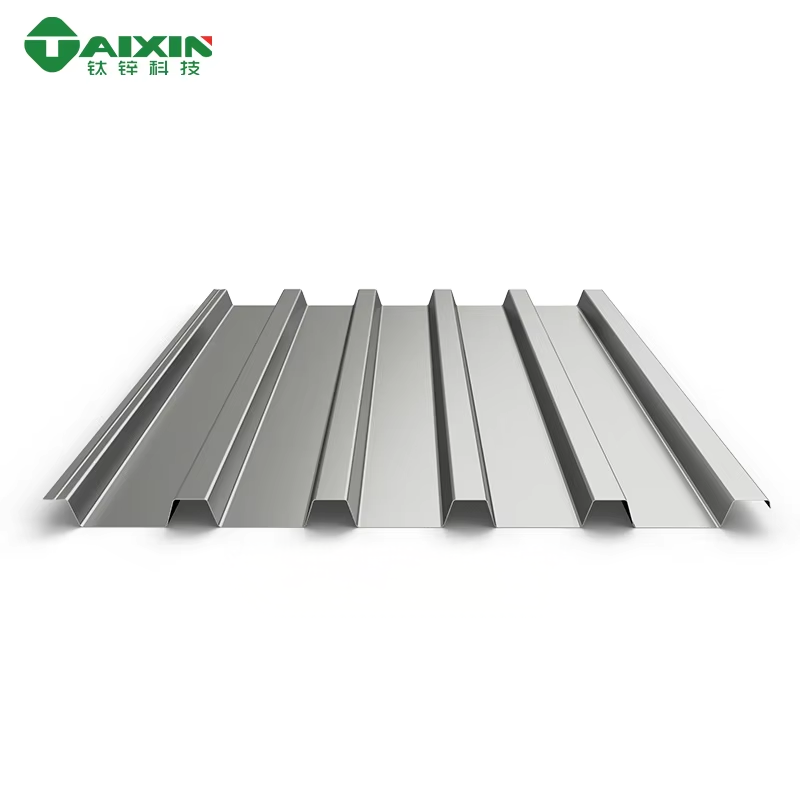 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Оцинкованные стальные листы
Оцинкованные стальные листы -
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России -
 Металлочерепица с каменным покрытием (0,30 мм): эстетика и надёжность для вашей кровли
Металлочерепица с каменным покрытием (0,30 мм): эстетика и надёжность для вашей кровли -
 Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества
Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества -
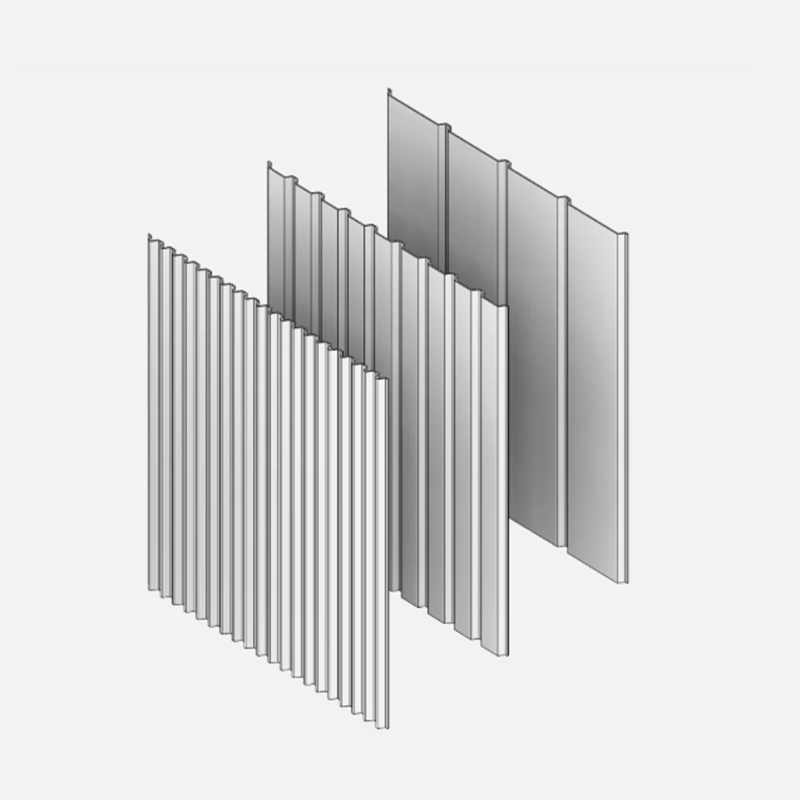 Система металлических навесных фасадов
Система металлических навесных фасадов
Связанный поиск
Связанный поиск- Завод по закупке гвоздей с хвостовиком
- Поставщики чугунных круглых труб из Китая
- Заводы по производству оцинкованных водостоков в Китае
- Купить перфорированный стальной лист
- Производители которые покупают наборы гвоздей с шестигранной шайбой с круглой головкой
- Купить конструкционные материалы для каркаса
- Завод по производству стальных конструкций
- Производитель комбинированных профилей S-Z
- Купить комбинированный профиль S-Z
- Покупка магниево-алюминиево-марганцевой плиты завод

