

Заводы по производству плит перекрытия в Китае
Когда слышишь про китайские заводы ЖБИ, сразу всплывают картинки конвейеров с дымящимися панелями. Но на деле 80% поставщиков даже не знают разницы между пустотными и ребристыми плитами. Вот вам первый нюанс: в провинции Цзянсу три завода используют немецкие линии Hess, но только один правильно калибрует вибропрессы для марки ПК 60-12-8.
География имеет значение
Если брать Шанхай - там в основном сборное жилье, плиты идут с классом прочности В30. А вот в Гуанчжоу уже требуют В35 из-за влажности. Как-то заказывали партию для склада в Сочи, так китайцы удивились - мол, зачем вам такие параметры? Оказалось, их технолог не учел солевой состав черноморского воздуха.
На том же заводе в Нинбо видел интересное решение: стальные формы для многопустотных плит обрабатывают составом на основе цинка. Кстати, про цинк - позже объясню, почему это важно. Производственники там экономят на всем, но на антикоррозийной защите - никогда. Говорят, иначе клиенты вернут брак через полгода.
Заметил закономерность: заводы возле морских портов (Тяньцзинь, Циндао) чаще работают на экспорт. Их плиты сразу пакуют в стретч-пленку с влагопоглотителями. А внутренние регионы типа Сычуани используют обычную пленку - там логистика короче.
Технологические тонкости
С арматурой интересная история. Класс А500С - стандарт де-факто, но в провинции Хэбэй до сих пор встречают А400. Проверяйте сертификаты, иначе получите как мы в 2019: плиты потрескались при распалубке. Хотя по документам все идеально.
Виброуплотнение - отдельная тема. На современных линиях типа SBM-204 часто экономят на частотах. Идеальный режим для пустотных плит: 2 минуты на 150 Гц плюс 30 секунд на 80 Гц. Но китайцы часто сокращают до 90 секунд - мол, бетон и так схватится. Схватится-то схватится, но плотность не та.
Тепловая обработка - вот где собака зарыта. Нормальный цикл: 3 часа подъем до 80°С, 6 часов выдержки, 4 часа остывания. Но видел завод в Чжэнчжоу, где гонят 2+4+2. Результат - поверхность с микротрещинами. Хотя по прочности проходит.
Про бетон и добавки
Цемент М500 - в Китае редкость. Обычно берут М400 и добавляют пластификаторы. Кстати, про ООО Чэнду Тайсин Технолоджи слышали? Они как раз разрабатывают составы для термовлажностной обработки. На их сайте https://www.titanzincsteel.ru есть кейс по модификации бетона для плит перекрытия - увеличили морозостойкость на 15 циклов.
Щебень - отдельная головная боль. В Фучжоу используют известняковый, хотя для несущих плит нужен гранитный. Объясняют тем, что по местным нормам подходит. Но при нагрузках выше 600 кг/м2 уже проблемы.
Водоцементное соотношение - бич всех заводов. Теоретически 0,4-0,45. Практически - до 0,55 доливают, чтобы быстрее формовать. Проверяйте по весу готовой плиты: если легче расчетного на 3% - точно перелили воды.
Логистические кошмары
Размеры - вот где начинается веселье. Стандартная плита 1,5х6 м не влезает в 40-футовый контейнер. Приходится заказывать 1,2х6 м или мучиться с открытым топом. А это +30% к стоимости перевозки.
Крепление груза - отдельная наука. Деревянные прокладки должны быть через каждые 1,5 метра, но экономят ставят через 2. Результат - трещины при перевозке по российским дорогам. Проверял лично: из 100 плит 12 с дефектами именно из-за этого.
Таможня - особая песня. Сертификат соответствия ГОСТ 9561-91 должен быть на русском и английском. Но китайцы часто делают только на китайском/английском. Потом на границе простой - переводи нотариально. Учитесь на моих ошибках.
Про контроль качества
Испытания на заводе - часто формальность. Проверяют 1 плиту из 100, а должны 3 из 100. Просите видео испытаний конкретно вашей партии. Лучше с геодезистом в кадре и часами на стене.
Ультразвуковой контроль - редкость. Обычно проверяют молотком Кашкарова. Хотя для многопустотных плит нужен именно УЗК - чтобы видеть полости в ребрах.
Паспорта - обращайте внимание на печати. Должна быть круглая печать завода и треугольная - отдела ОТК. Если только одна - значит, проверку сократили. Нашли такой момент в Цзянси - оказалось, техник болел, а подменить было неком.
Перспективы и альтернативы
Сейчас многие переходят на сборно-монолитные системы. Тот же ООО Чэнду Тайсин Технолоджи предлагает решения с металлическими каркасами - интересно смотрятся для торговых центров. В их профиле на https://www.titanzincsteel.ru вижу рациональный подход: вместо тяжелых плит - легкие панели с цинковым покрытием.
Экология - новый тренд. В Шэньчжэне уже запустили линию с рециклингом бетона. Отходы пускают на подбалластный слой. Но это пока единичный случай.
Автоматизация - вот где Китай обгоняет всех. На заводе в Сучжоу видел роботов-укладчиков арматуры. Правда, для мелких партий невыгодно - переналадка 4 часа.
Выводы для практиков
Не верите красивым презентациям. Лучше приезжайте на завод в четверг - в конце недели часто нарушают технологию, чтобы выполнить план.
Проверяйте не главный цех, а склад готовой продукции. Там все дефекты видны как на ладони.
И помните: хороший китайский завод всегда покажет вам брак. Потому что у них есть система его учета. Если говорят, что брака нет - бегите оттуда.
Что касается ООО Чэнду Тайсин Технолоджи - их подход к энергоэффективным материалам заслуживает внимания. Особенно когда нужны решения под сложные проекты, где стандартные плиты не работают. Но это уже тема для отдельного разговора.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
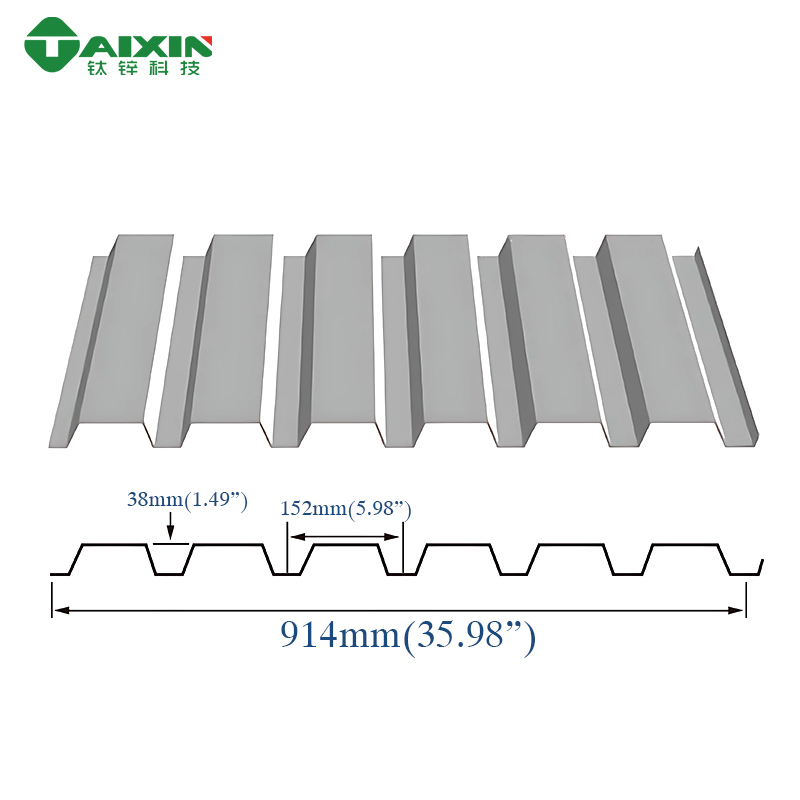
 Профилированный стальной лист
Профилированный стальной лист -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
 Перфорированные листы с ромбовидными отверстиями
Перфорированные листы с ромбовидными отверстиями -
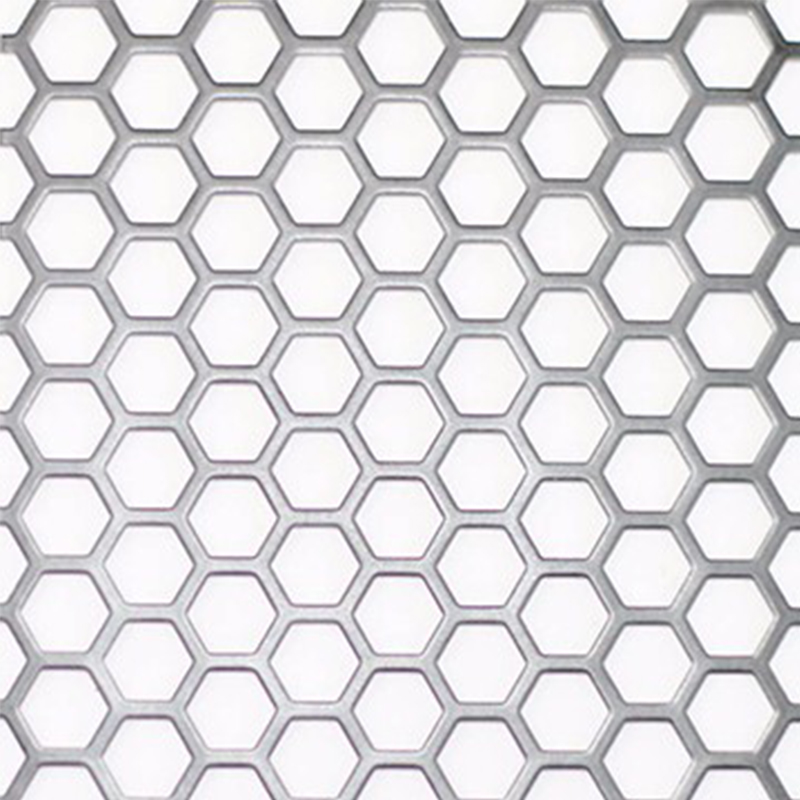
 Перфорированные листы с квадратными отверстиями
Перфорированные листы с квадратными отверстиями -
 Сэндвич-Панель для Наружных Стен
Сэндвич-Панель для Наружных Стен -
 Холоднокатаная стальная лента
Холоднокатаная стальная лента -
 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава -
 Закрытый профлист для перекрытий
Закрытый профлист для перекрытий -
 Механически обработанные панели для чистых помещений
Механически обработанные панели для чистых помещений -
 Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху
Оцинкованный лист Логичерк/Гладкий/Ш п pattern | ZnAlMg Оцинковка | Устойчивость к морскому воздуху -
 Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций
Стеновые сэндвич-панели с утеплителем (ППУ, ПИР, Минвата) Теплоизоляционные сэндвич-панели для стеновых конструкций -
 Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Алюминиевые композитные панели для наружной и внутренней отделки | Завод-изготовитель из Китая
Связанный поиск
Связанный поиск- Заводы по производству квадратных труб
- Китайские производители квадратных труб
- Алюминиевый перфорированный лист из Китая
- Поставщики винтов с полукруглой головкой M6
- Перфорированные листы из нержавеющей стали из Китая
- Поставщики 150 водостоков из Китая
- Производитель металлических швеллеров
- Купить круглые трубы
- лист оцинкованный 1
- Производители оцинкованного листа 0.5 мм из Китая

