

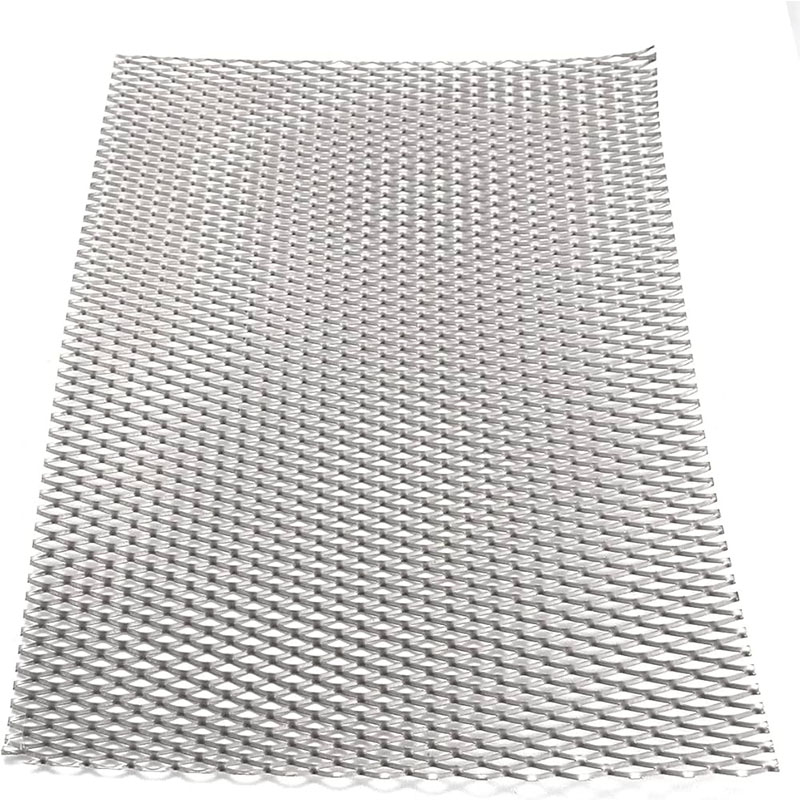
Заводы по производству перфорированных стальных листов в Китае
Когда говорят про заводы по производству перфорированных стальных листов в Китае, сразу представляют гигантские цеха с роботами — но на деле там до сих пор ручной контроль на критичных участках вроде подбора матриц для сложных паттернов. Многие заказчики ошибочно полагают, что китайские производители работают только с типовыми отверстиями, а для кастомных проектов будто бы нет гибкости. Приходилось сталкиваться, когда европейские коллеги заказывали стандартную перфорацию, а потом удивлялись, почему на том же оборудовании можно делать радиальные узоры под архитектурные проекты — просто об этом редко пишут в каталогах.
География производства и скрытые нюансы
Если брать провинцию Цзянсу, там сосредоточены заводы с историей — например, в Сучжоу есть производство, где до сих пор используют немецкие прессы 90-х, но с местной доработкой гидравлики. Это не всегда минус: для серийных заказов на перфорацию ?в сетку? там выдают стабильное качество, а вот для декоративных элементов с асимметричными отверстиями уже нужны более современные цеха в Гуандуне.
Кстати, про толщину материала — часто заказчики требуют перфорировать листы 2 мм с мелкими отверстиями, не учитывая деформацию краёв. На одном из заводов в Тяньцзине видел, как инженеры специально добавляют промежуточный отжиг для таких случаев, хотя это и удорожает процесс. Но без этого получается брак, который потом списывают на ?китайское качество?.
Что удивило — некоторые производители сознательно не переходят на лазерную перфорацию, хотя оборудование доступно. Объясняют это тем, что для массовых заказов типа фильтровальных панелей традиционная штамповка даёт большую производительность. Но здесь же кроется подвох — если нужны отверстия сложной геометрии, те же заводы могут перенаправлять заказы к партнёрам, что создаёт задержки.
Специфика контроля качества
На том же заводе в Шанхае, где мы заказывали перфорированные экраны для вентиляции, система приёмки включала не только замер отверстий, но и проверку на остаточные напряжения. Это важно, потому что после перфорации лист иногда ?ведёт? — особенно заметно на нержавейке. Лаборатория использовала метод Шоппера, хотя в Европе чаще встречал ультразвуковой контроль.
Запомнился случай с заказом на перфорацию под антикоррозийным покрытием — фабрика в Нинбо сначала отгрузила партию без пассивации кромок. Пришлось на месте объяснять, что для уличных конструкций это критично. Интересно, что после этого они внесли правки в технологическую карту — видимо, и сами столкнулись с рекламациями от других клиентов.
Ещё один момент — китайские производители редко указывают в спецификациях допуск по межосевому расстоянию отверстий. На практике разброс может достигать 0,3 мм, что для монтажа внахлёст создаёт проблемы. Приходится заранее оговаривать жёсткие рамки, даже если это увеличивает стоимость на 10-15%.
Логистика и складские стратегии
С завода в Ухане мы как-то получали партию перфолистов для фасадных систем — отгрузили вовремя, но в порту выяснилось, что упаковка не рассчитана на морскую влажность. Пришлось экстренно заказывать контейнер с силикагелем. Теперь всегда проверяю, чтобы в инвойсе стояла маркировка ?влагостойкая упаковка?, даже если производитель уверяет, что это стандарт.
Интересно, что некоторые фабрики держат на складах заготовки с популярными типами перфорации — например, круглые отверстия 5 мм с шагом 10 мм. Это позволяет сократить сроки с 4 недель до 7-10 дней. Но для нестандартных заказов вроде комбинированной перфорации под солнечные батареи всё равно нужно полное производство с нуля.
Заметил, что после пандемии многие заводы перешли на систему ?гибкого склада? — когда заготовки режутся под конкретный заказ, но с запасом по габаритам. Это снижает риски, но создаёт неразбериху с маркировкой — несколько раз получали паллеты со смешанными партиями.
Связь со смежными отраслями
В контексте строительных материалов стоит упомянуть ООО Чэнду Тайсин Технолоджи — их подход к металлическим ограждающим конструкциям демонстрирует, как перфорированные листы интегрируются в энергоэффективные системы. На их сайте titanzincsteel.ru видно, что перфорация используется не просто как декоративный элемент, а для создания вентилируемых фасадов с расчётом теплопотерь.
Кстати, они применяют интересное решение — перфорированные панели с цинковым покрытием, где отверстия расположены в шахматном порядке для лучшей циркуляции воздуха. Это как раз тот случай, когда производство перфорации подстраивается под конкретную инженерную задачу, а не просто штампует типовые решения.
Из наблюдений: когда такие компании как Тайсин Технолоджи заказывают перфорацию, они всегда предоставляют 3D-модели узлов примыкания. Это заставляет производителей перепроверять программы для ЧПУ — был случай, когда из-за ошибки в постпроцессоре партия листов не стыковалась с направляющими.
Эволюция требований к материалам
Сейчас всё чаще запрашивают перфорацию на сталях с покрытием — например, алюмоцинк или Magneli. Но не все заводы имеют линии для обработки таких материалов без повреждения защитного слоя. В Фошане видел, как для этого используют полиуретановые прокладки на прессах — простое, но эффективное решение.
Ещё тенденция — запросы на перфорированные листы для солнечных электростанций. Там требуется особая точность отверстий под крепления, при этом масштабы партий измеряются тысячами тонн. Китайские производители реагируют созданием специализированных линий, но пока их немного — в основном в Шаньдуне и Хэбэе.
Любопытно, что некоторые заводы начали предлагать услугу ?пробной перфорации? — высылают образцы 30x30 см перед запуском массового производства. Для сложных проектов это спасает от дорогостоящих ошибок, хотя и удлиняет процесс согласования на 2-3 недели.
Неочевидные ограничения и как их обходят
Мало кто учитывает, что при перфорации листов более 4 мм возникает проблема с отходом — штамп выталкивает не чистую стружку, а ?пробки?. На заводе в Даляне решили это прессом двойного действия с предварительным подогревом заготовки — спорное решение с точки зрения энергозатрат, но для толстых листов эффективное.
Ещё пример — для архитектурной перфорации с узорами часто требуется полировка кромок отверстий. Большинство заводов делают это вручную, что увеличивает стоимость. Но в Шэньчжэне видел автоматизированную линию с абразивными роботами — правда, она заточена под определённый диапазон толщин.
Заметил, что китайские инженеры часто предлагают альтернативные варианты — например, вместо перфорации сложной формы сделать комбинацию из стандартных отверстий. Не всегда это удешевление, иногда так проще обеспечить стабильность параметров при больших тиражах.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели
Сэндвич-панели для холодильных камер Панели ППУ для холодных складов Холодильные сэндвич-панели -
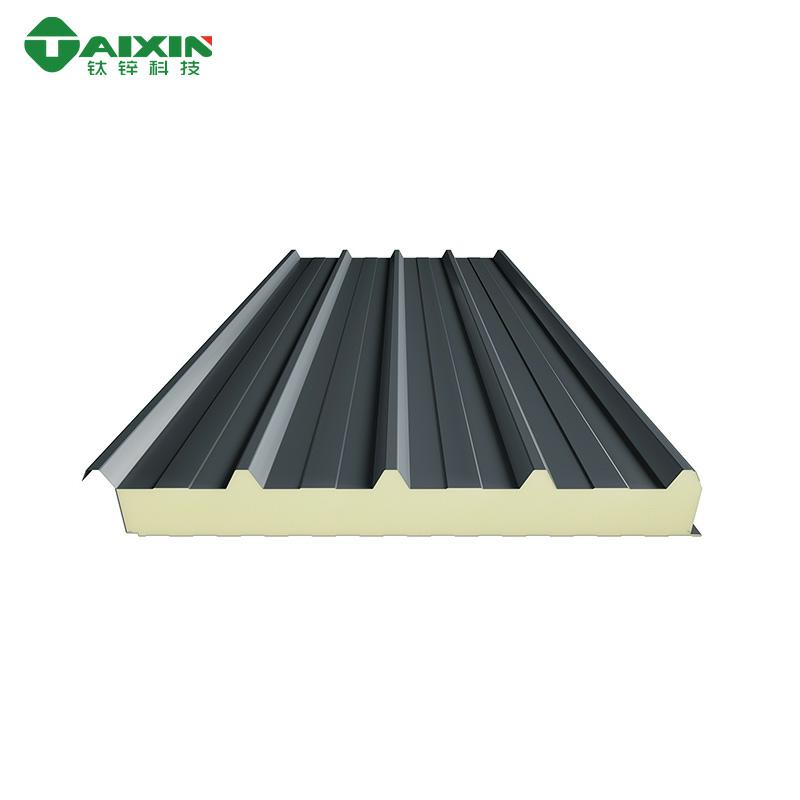 Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая.
Сэндвич-панель кровельные сэндвич панели сэндвич панели москва утеплённые кровельные панели Прочные, влагостойкие, огнестойкие. Производство и экспорт из Китая. -
 Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества
Алюминиевая черепица с каменным покрытием в стиле barrel tile: характеристики, применение и преимущества -
 Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки
Металлические фасадные панели с утеплителем ППУ | Облицовочные панели 16/20/30/50мм для наружной отделки -
 Круглая труба
Круглая труба -
 Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая
Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая -
 Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Сэндвич-панель Производитель/Производители
Сэндвич-панель Китай Металлические декоративные сэндвич-панели сэндвич панели стеновые Сэндвич-панель Производитель/Производители -
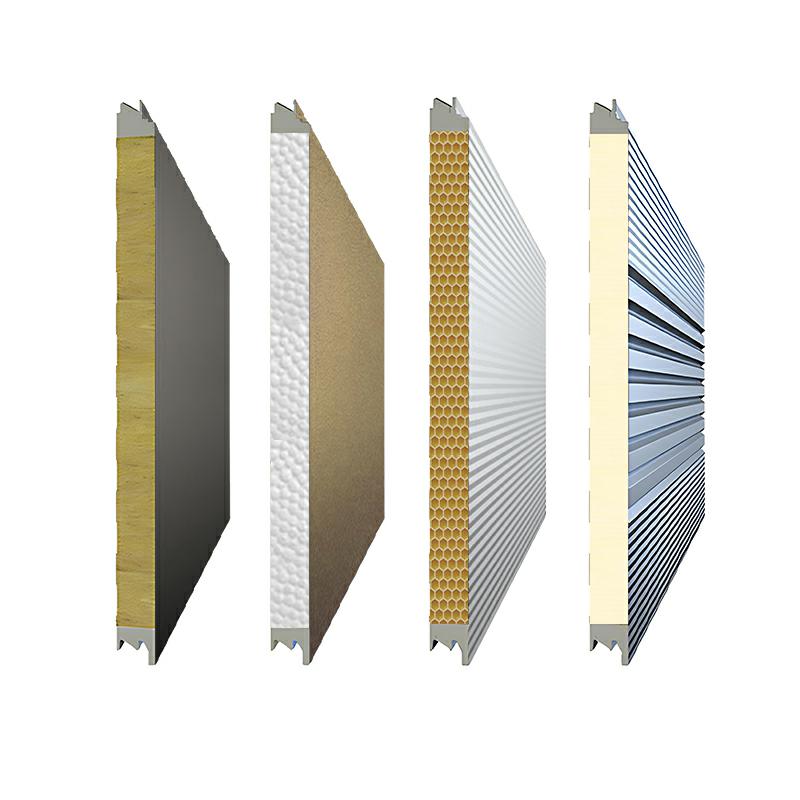 Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва
Сэндвич-панель сэндвич панели стеновые фасадные панели сэндвич-панели ППУ сэндвич-панели с каменной ватой панели для облицовки стен панели для фасада строительные материалы панели с декоративным покрытием сэндвич панели москва -
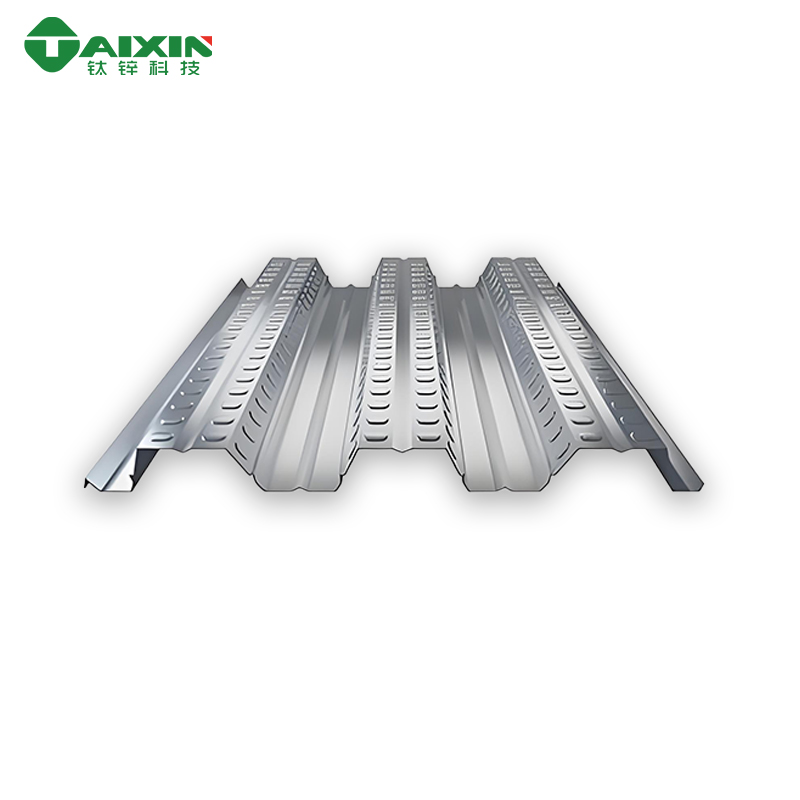 Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства
Профилированный настил высокой прочности: Размеры по требованию, антискользящая поверхность, для commerciale строительства -
 Механически обработанные панели для чистых помещений
Механически обработанные панели для чистых помещений -
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Профнастил для кровель и стен: высокая прочность, быстрая доставка по всей России
Связанный поиск
Связанный поиск- Производители металлических домиков Tiny houses
- Заводы по производству легких стальных конструкций
- Завод квадратных труб в Китае
- Купить винты с круглой головкой со шлицем
- Завод по производству оцинкованных винтов с круглой головкой
- Поставщики профилированных квадратных труб из Китая
- Производитель перфорированных стальных листов
- Производитель металлоконструкций
- Поставщики оцинкованного стального листа из Китая
- Китайские производители квадратных труб

