

Заводы Китая для гальванизированных винтов с круглой головкой
Когда ищешь китайские заводы под гальванизированные винты с круглой головкой, половина поставщиков обещает цинкование по ГОСТ, а на деле толщина покрытия плавает от 5 до 20 мкм. Мы в 2018 году через это прошли, когда заказчик вернул партию из-за ржавчины на резьбе через три месяца.
Где реально контролируют процесс цинкования
В Шаньдуне есть завод, который до сих пор использует кислотную активацию перед горячим цинкованием — редкая практика, но для винтов М8-М12 это даёт прилипание покрытия без шелушения. Их технологи умеют варьировать температуру ванны от 440°C до 460°C в зависимости от партии метизов.
Но есть нюанс: если заказываешь винты с полукруглой головкой под ключ 'звездочка', там часто экономят на промывке после обезжиривания. Видел как на производстве в Цзянсу используют один и тот же раствор для трёх последовательных операций — потом удивляются, почему цинк отслаивается пятнами.
Кстати, про гальванизированные винты с круглой головкой — многие забывают, что форма шлица влияет на коррозионную стойкость. Крестообразный шлиц собирает больше влаги, чем прямой, это важно для наружных конструкций.
Почему толщина покрытия — не главный показатель
В 2020 году мы тестировали партию от завода в Тяньцзине: заявленные 12 мкм, но цинк лежал неравномерно, особенно в зоне под головкой. При нагрузке на срез такие винты ломались быстрее, чем с более тонким но равномерным покрытием.
Сейчас смотрим на структуру цинкового слоя под микроскопом — если видим крупные кристаллы, значит охлаждение после гальваники было медленным. Для ответственных соединений это критично.
Коллеги из ООО Чэнду Тайсин Технолоджи как-то показывали свои тесты: их технология контролируемой кристаллизации даёт плотное покрытие даже при 8-9 мкм. На сайте titanzincsteel.ru есть данные по коррозионным испытаниям в солевом тумане — их винты держались 600 часов без белого налёта.
Оборудование которое реально влияет на качество
Большинство китайских заводов до сих пор используют барабанные линии для цинкования — метизы бьются друг о друга, повреждаются углы головок. Для винтов с круглой головкой это особенно заметно.
В Гуанчжоу видел цех где перешли на подвесные транспортеры — брак упал на 7%, но себестоимость выросла. Для массового производства не всегда оправдано.
Интересно что ООО Чэнду Тайсин Технолоджи применяет кассетную загрузку для винтов диаметром от М6 — сохраняется геометрия головки, нет задиров на шлице. В их макетах технологических процессов видно внимание к мелочам которые другие считают незначительными.
Логистика и упаковка
С гальванизированными винтами часто портятся при транспортировке — если пакеты не герметичные, конденсат вызывает точечную коррозию. Особенно проблемно морские перевозки.
Мы сейчас требуем вакуумную упаковку с силикагелем — добавляет 2-3% к стоимости, но сохраняет товарный вид. Кстати, некоторые поставщики кладут индикаторы влажности в каждую коробку — полезная практика.
На том же titanzincsteel.ru видел систему маркировки где каждая партия винтов имеет код с параметрами цинкования — удобно когда нужно докупить идентичные метизы через полгода.
Экономика производства
Цинкование — это 40-60% себестоимости винта. Китайские заводы экономят на подготовке поверхности, но потом теряют на рекламациях. Мы считаем что лучше платить на 15% дороже но иметь стабильное качество.
Интересно что ООО Чэнду Тайсин Технолоджи изначально позиционирует себя как поставщик для металлических ограждающих конструкций — их винты проектируются с учётом ветровых нагрузок и перепадов температур. Это другой подход compared с универсальными метизами.
Кстати, их исследования по энергоэффективным материалам косвенно влияют и на метизы — покрытие дольше сохраняет свойства при температурных деформациях конструкций.
Что будем требовать в следующих заказах
Обязательно прописывать в спецификации не только толщину цинкового покрытия, но и метод контроля. Лучше когда завод предоставляет снимки с электронного микроскопа для критичных партий.
Для винтов с круглой головкой важно чтобы фаска под головкой была обработана до цинкования — иначе возможны трещины покрытия при монтаже.
Сейчас рассматриваем возможность заказа у ООО Чэнду Тайсин Технолоджи — их подход к экологичным технологиям совпадает с нашими требованиями к строительным объектам. Надо только проверить как их винты ведут себя при монтаже пневмоинструментом — есть сомнения по моменту затяжки.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Саморезы с буром
Саморезы с буром -
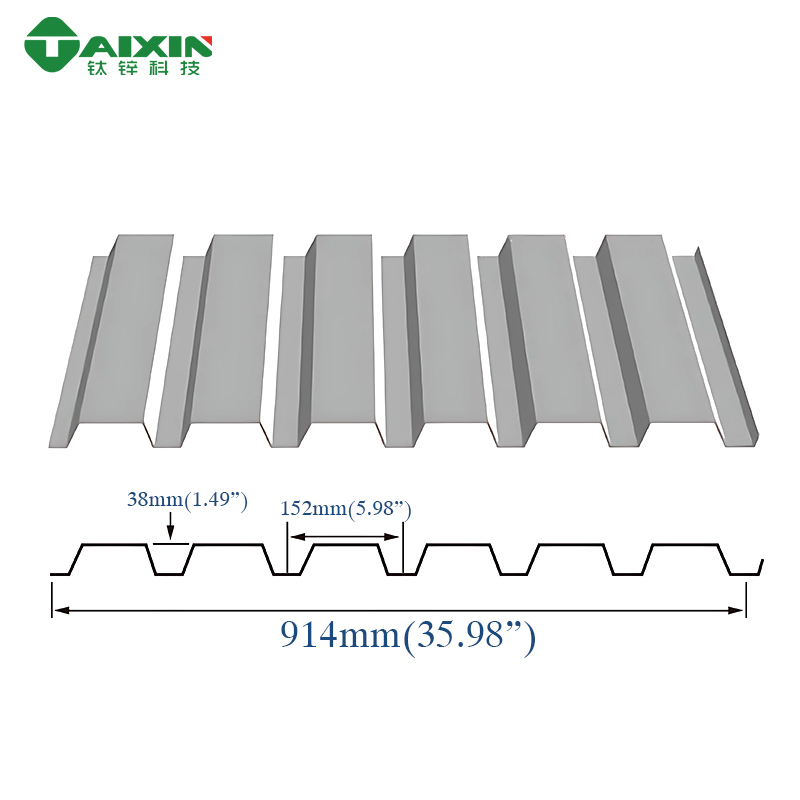
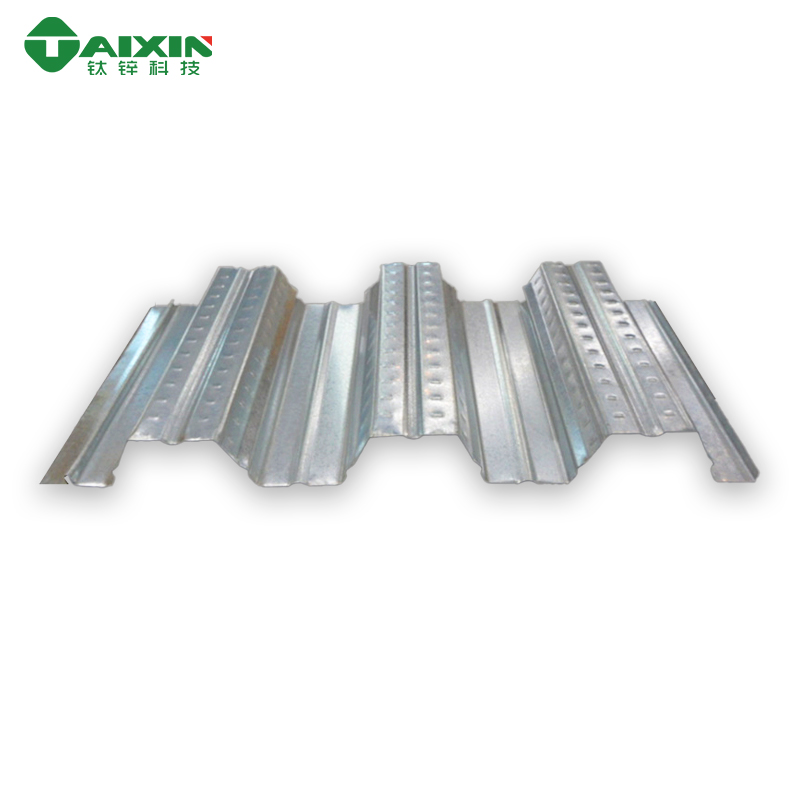 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка -
 Круглая труба
Круглая труба -
 Окрашенные стальные рулоны
Окрашенные стальные рулоны -
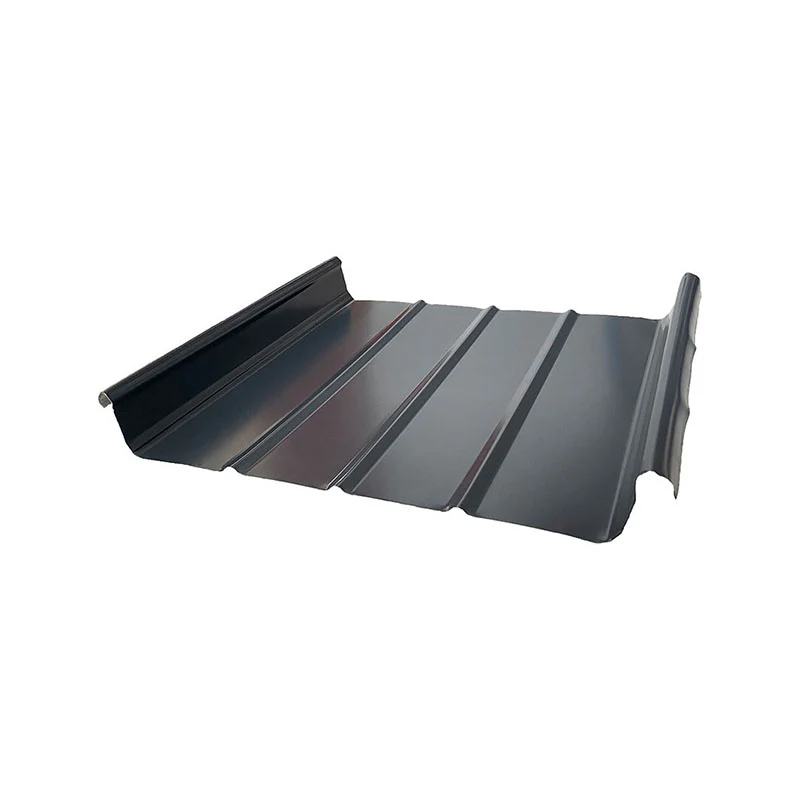 Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава
Кровельные панели с вертикальным фальцем из алюминиево-магниево-марганцевого сплава -
 Декоративные композитные панели
Декоративные композитные панели -
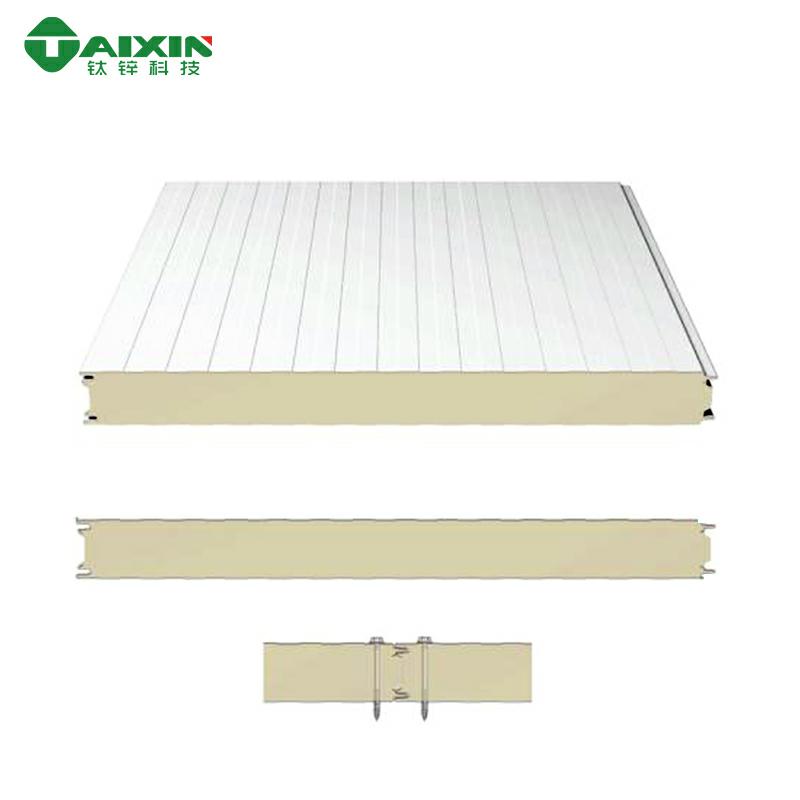 Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая
Сэндвич-панели для стен: ППУ, ПИР, минеральная вата, ЭППС — производство и поставка из Китая -
 Алюминиево-композитные панели для фасадов и интерьеров — Надёжность и стиль
Алюминиево-композитные панели для фасадов и интерьеров — Надёжность и стиль -
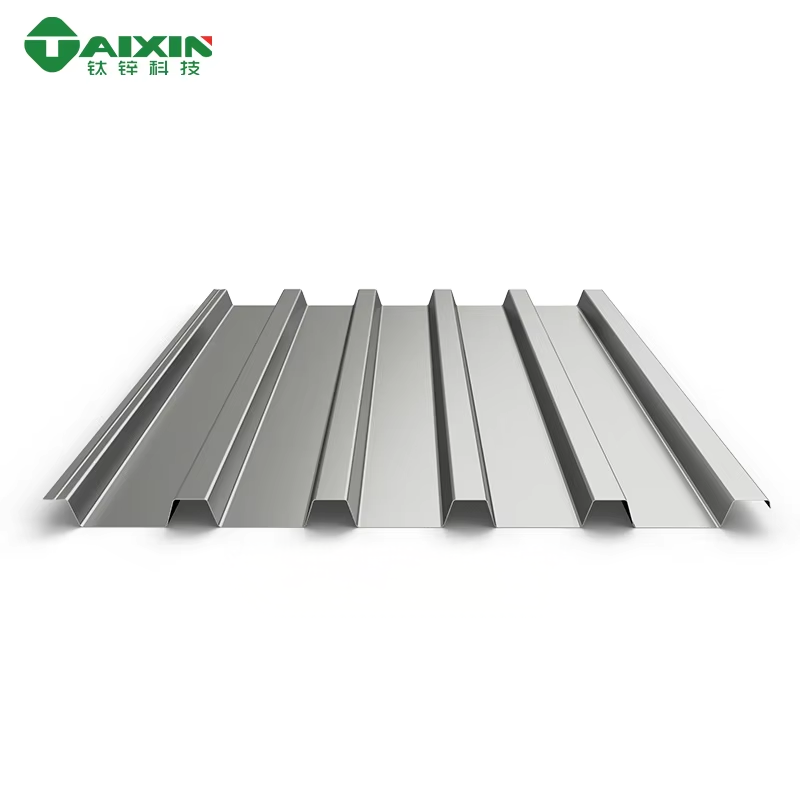
 Профнастил
Профнастил -
 Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели
Сэндвич-панель Кровельные сэндвич-панели сэндвич панели стеновые Декоративная панель в стиле Длинной Стены купить сэндвич панели -
 Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели
Kровельные сэндвич панели из цветной стали с заполнением PU, PIR, EPS, скальной ватой и стекловатой ватой сэндвич-панель купить панель под сэндвич сэндвич панели москва купить сэндвич панели -
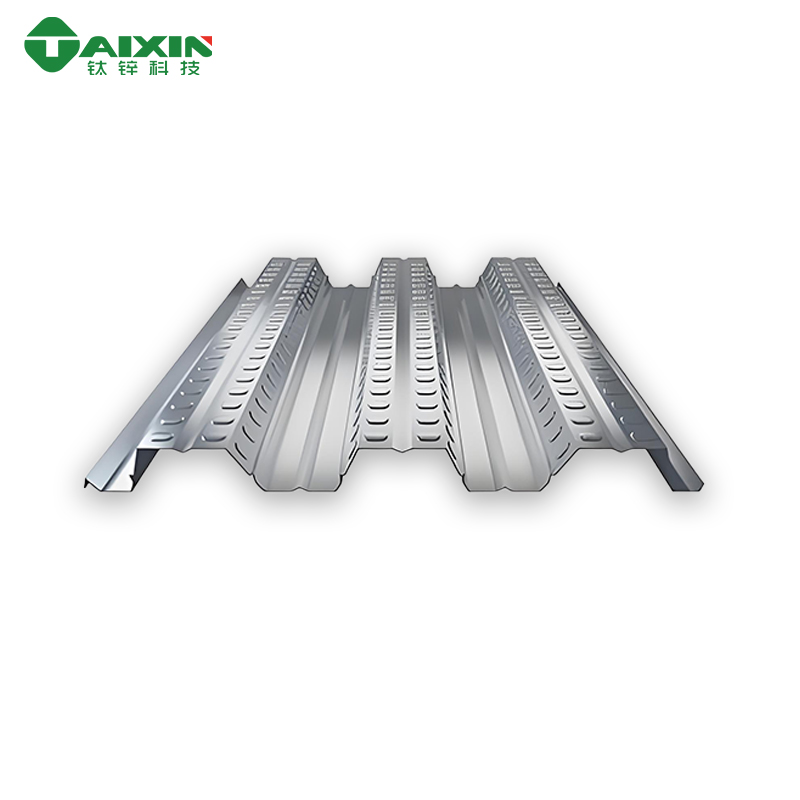
 Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Профилированный настил для строения — Стальные протяженные доски, высокая несущая способность, антикоррозийная обработка
Связанный поиск
Связанный поиск- Поставщики круглых труб для заборов из Китая
- Производители гвоздей с хвостовиком в Китае
- Производитель алюминиевых Z-профилей
- Заводы по производству гофрированного оцинкованного стального листа в Китае
- Поставщики алюминиевых перфорированных листов из Китая
- Завод по закупке винтов с полукруглой головкой M6
- Поставщики металлической облицовки стен
- Производитель стальных конструкций для зданий
- Производитель металлической кровли Казань
- Z-профиль марки DKC из Китая

